
Cuprins
- INTRODUCERE 3
- 1. COMPARTIMENTUL TEHNOLOGIC 4
- 1.1. Analiza desenelor de execuţie şi cerinţelor tehnice 5
- 1.1.1. Cerinţele tehnice referitor la precizia dimensională,rugozitatea 5
- 1.1.2. Analiza materialului piesei 7
- 1.2. Analiza sarcinei de producţie 8
- 1.3. Analiza tehnologică a construcţiei piesei 10
- 1.3.1. Analiza calitativă 11
- 1.3.2. Analiza cantitativă 12
- 1.4. Alegerea metodei de fabricare a semifabricatului 15
- 1.4.1. Metodele posibile de fabricare a semifabricatului 15
- 1.4.2. Metodele economic acceptabilă 16
- 1.5. Succesiunea fazelor tehnologice de prelucrare a suprafeţelor elementare 22
- 1.5.1. Succesiunea fazelor tehnologice posibile (criteriul tehnic). 22
- 1.5.2. Succesiunea fazelor tehnologice adoptate 23
- 1.6. Elaborarea planului de operaţii şi a schemelor de instalare 25
- 1.7. Adaosuri de prelucrare minimale 27
- 1.8. Analiza dimensională a operaţielor şi a procesului tehnologic 35
- 1.9. Evaluarea construcţiei semefabricatului 45
- 1.10. Structura procesului tehnologic 47
- 1.10.1. Alegerea maşinelor-unelte 53
- 1.10.2. Alegerea sculelor aşchietoare 55
- 1.10.3. Proiectarea regimurilor de aşchiere 58
- 1.10.4. Normarea tehnică 72
- 1.11. Elaborarea reglărilor tehnologice 75
- 1.11.1. Metoda de reglare 76
- 1.12. Programarea maşinii-unelte cu control numeric 78
- 1.13. Alegerea mijloacelor de control 79
- 2. COMPARTIMENTUL CONSTRUCTIV 81
- 2.1. Analiza construcţiei piesei, semifabricatului, analiza cerinţelor tehnice la piesă, semifabricat şi la operaţia pentru care se proiectează dispozitivul 82
- 2.2. Elaborarea construcţiei dispozitivului 83
- 2.2.1. Principiul de lucru al dispozitivului 86
- 2.3. Calculul de precizie a dispozitivului 89
- 2.4. Calculul forţelor de strîngere şi alegerea mecanismului de acţionare 90
- 2.5. Calcule speciale ale dispozitivului 92
- 2.6. Principiu de lucru a dispozitivului de control 92
- 3. COMPARTIMENTUL ORGANIZATORICO-ECONOMIC 93
- 3.1. Organizarea producerii 94
- 3.1.1. Argumentarea programei de producere 94
- 3.1.2.Determinarea numărului necesar de utilaje şi coeficientul de încarcare a acestuia. 95
- 3.1.2.1 Coeficientul de încărcare a maşinelor unelte 95
- 3.1.3. Determinăm numărul de muncitori şi coeficientul de încărcare a acestora. 96
- 3.1.4. Determinăm numărul de piese ce se prelucrează într-un singur schimb 96
- 3.1.5. Organizarea raţională a locului de muncă 96
- 3.1.6. Elaborarea planului grafic de intrare – ieşire a pieselor. 98
- 3.1.6.1. Determinăm mărimea lotului optimal 99
- 3.1.6.2. Determinăm numărul de lansari 99
- 3.1.6.3 Determinăm perioada de repetare 99
- 3.1.6.4. Determinăm durata ciclului de producere 99
- 3.2. Calculul costului de producţie 100
- 3.2.1.1. Determinarea costului de material. 100
- 3.2.1.2. Cheltuieli de materie prima pentru programa întreagă 100
- 3.2.2. Cheltuieli de remunerare a muncii 101
- 3.2.2.1. Salariul tarifar 101
- 3.2.2.2.Salariul de bază 101
- 3.2.2.3. Planificarea salariului suplimentar a muncitorului 101
- 3.2.2.4. Fondul anual total de retribuire a muncitorilor de bază 101
- 3.2.2.5. Salariu mediu lunar al muncitorilor de bază 102
- 3.2.3. Determinarea consumurilor indirecte. 102
- 3.2.3.1. Determinarea consumului de energie electric 102
- 3.2.4. Calcularea costului de productie pe unitatea de produs 102
- 3.3. Calculul indicatorilor tehnico-economici 103
- 3.3.1.Determinarea cheltuielilor capitale. 103
- 3.3.2. Cheltuieli pentru utilaj 103
- 3.3.2.1. Cheltuieli pentru echipament tehnologic 104
- 3.3.3 Calculul termenului de recuperare a investiţiilor capitale suplimentare 104
- 3.3.2.2. Cheltuieli pentru construirea clădirii şi încaperii 104
- 3.3.3. Calculul termenului de recuperare a investiţiilor capitale suplimentare 104
- 3.3.3.1 Calculul nivelului rentabilitatii 104
- 3.3.3.2 Calculul coefecientului deservirii multiple 104
- 3.3.3.3 Calculul înzestrării muncii cu energie 105
- 3.3.3.4 Calculul volumului de muncă 105
- 3.3.4.Calculul pragului de rentabilitate 105
- 4. COMPARTIMENTUL ACTIVITATEA ŞI SECURITATEA VITALĂ 108
- 4.1. Rolul şi scopul ca obiect de studiu 109
- 4.2. Analiza condiţiilor de muncă 109
- 4.3. Măsuri privind sanitaria industrială 111
- 4.4 Măsuri privind tehnica securităţii 112
- 4.5 Măsuri privind protecţia împotriva incendiilor 113
- 4.6 Protecţia mediului ambiant 115
- 4.7 Calcule inginereşti 116
- BIBLIOGRAFIE 119
- ANEXE
Extras din proiect
INTRODUCERE
Procesului tehnologic de prelucrare mecanică în general, şi anume celui prin aşchiere le sunt caracteristice anumite aspecte. Dintre acestea se menţionează aspectul dinamic, schimbător, evolutiv, cu un ritm ce surclasează valoarea medie a acestuia din domeniul tehnic. O explicaţie binevenită în favoarea acestora este dependenţa de multiple discipline ştiinţifice, precum şi participarea unui număr deosebit de mare al acelora care se preocupă de modificarea evolutivă a tehnologiei în general, şi care contribuie direct şi efectiv la confortul existenţei umane prin dezvoltarea tehnologiei.
Proiectarea procesului tehnologic de prelucrare mecanică prin aşchiere, care va îndeplini cerinţele puse, se bazează pe un şir de principii şi recomandări tehnice de bază, care sunt:
• tehnologice - asigurarea calităţii necesare
• economice - ridicarea productivităţii la folosirea deplină a echipamentului, cheltuieli minimale, adică rentabilitatea maximă cu utilizarea la maxim a echipamentului şi cu cheltuieli minime.
Printre indicatorii principali pot fi menţionaţi: productivitatea înaltă a utilajului, eficienţa ei, fiabilitatea, masa scăzută, dimensiunile optime, volumul şi costul lucrărilor de reparaţie, consumurile pentru deservire, durata de funcţionare (durabilitate), timpul de durată între reparaţii, nivelul înalt de automatizare, simplitatea şi securitatea deservirii, comoditatea dirijării, asamblării şi demontării.
Dezvoltarea tehnologiei, evoluţia acesteia lasă accente importante în modificarea condiţiilor de viaţă a omului prin apariţia unor materiale, maşini-unelte şi scule noi sau numai a unor perfecţionări ale acestora. De asemenea o amploare mai însemnată sau mai puţin însemnată în procesul tehnologic de prelucrare mecanică determină şi înnoirea tehnologiilor moderne în economia fabricaţiei.
În alegerea tehnologiei de fabricare a piesei proiectate, a schemei de acţionare şi a tipului construcţiei se ţine cont de cîţiva factori importanţi. Printre aceştia sunt: eficienţa economică – productivitatea înaltă, economicitatea la exploatare şi deservirea ei – durata îndelungată de utilizare. Astfel pentru o mai bună calitate a produselor şi pentru sporirea eficacităţii proceselor de producere se utilizează metode de prelucrare progresive de înaltă productivitate. Acestea asigură o precizie şi calitate înaltă a suprafeţelor pieselor. Tot în direcţia obţinerii unei eficienţe ridicate în procesele tehnologice se utilizează metode de durificare a suprafeţelor de lucru ce măresc resursele de funcţionare ale pieselor şi a maşinii întregi; se utilizează efectiv MUCN (Maşini Unelte cu Control Numeric) în special centrele de prelucrare; se folosesc calculatoare electronice şi forme progresive de organizare economică a producţie.
1. COMPARTIMENTUL TEHNOLOGIC
1.1.Analiza desenelor de execuţie şi a cerinţelor tehnice
1.1.1. Cerinţele tehnice referitor la precizia dimensională, precizia formei, precizia poziţiei reciproce, rugozitatea.
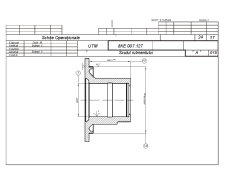
Analiza tehnică conţine un set de materiale tehnice care argumentează raţionalitatea de elaborare a documentaţiei tehnice pentru piesa proiectată. Această documentaţie precizează şi dezvoltă sarcina tehnică. La această etapă se precizează varianta finală a piesei, se precizează dimensiunile piesei, se stabilesc caracteristicile tehnice finale şi se realizează argumentarea tehnico-economică a raţionalităţii proiectării ei. Propunerea tehnică ne prezintă o închipuire clară despre aspectul piesei şi posibilităţile ei. Desenul de execuţie conţine deciziile constructive principale, care ne prezintă ideea despre construcţia şi principiul de funcţionare al piesei in baza calculelor de proiectare şi analizei diferitor variante de proiect.
Datele iniţiale pentru calcule pot servi parametrii regimurilor de aşchiere, mărimea vitezei de aşchiere şi mişcării de avans, forţelor de aşchiere, care rezultă la realizarea proceselor tehnologice date.
1. Turnătura trebuie să se îndeplinească condiţiile ce corespund cu cerinţelor din clasa de precizie II conform standardelor GOST 2009-55.
2. Razele de turnare 3...5 mm.
3. *Dimensiunile se asigură prin metoda de obţinere a semifabricatului .
4. Rza=Rz40, Rzb=Rz20 .
Pe această piesă avem suprafeţe de diferită precizie precum sunt:
- 160h6(-0.025) mm;
- 20h12(-0.4) mm;
- 200h14(-0.7) mm;
- M10-7H mm;
- 80H7(+0.03) mm;
Cerinţele tehnice referitoare la precizia dimensională şi precizia formei.
Din datele de mai sus se observă că suprafaţele cu cele mai înalte trepte de precizie sunt acelea cu suprafaţa cilindrică exterioară Ø 160h6(-0.025) mm şi cu suprafaţa cilindrică interioară Ø80H7(+0.03) mm . Celelalte suprafeţe la care nu sunt indicate treptele de precizie, se execută cu o treaptă de precizie joasă pentru alezaj H14, arbori h14, restul ±IT14/2.
Piesa dată este obţinută dintr-un semifabricat turnat din oţel aliat 12X18H9TЛ, conform GOST 2176-77.
Cerinţele tehnice referitoare la precizia poziţiei reciproce.
Standardul prevede şi unele restricţii către poziţia reciprocă a suprafeţelor, care sunt indicate pe desen la unele suprafeţe, faţă de o suprafaţă, luată ca bază.
Toleranţa bătăii radiale a suprafeţei cilindrice exterioare Ø160h6mm, nu trebuie să depăşească 0.03mm faţă de suprafaţa cilindrică interioară B dată de cota Ø80H7(+0.03) mm. Toleranţa bătăii radiale a dimensiunii 100H11(+0.22) mm faţă de suprafaţa G nu trebuie să depăşească 0,04mm.
Cerinţele tehnice referitoare la precizia parametrului rugozităţii.
Un alt factor ce determină parametrii de precizie este parametrul rugozităţii. Acest parametru este redat doar pentru suprafeţele care sunt prelucrate prin metode de prelucrare mecanică de îndepărtare a aşchiilor, cum ar fi strunjirea, burghierea, frezarea şi filetare şi alte metode. Pe desen acest parametru este redat prin indicele de rugozitate Rz(a)=40, si respectiv Rz(b)=20, rugozitatea generala fiind Rz=320.
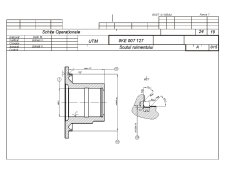
Deoarece piesa este obţinută prin turnare din materialul oţel aliat 12X18H9TЛ GOST 2176-77, configuraţia conturului exterior şi interior nu duce la greutăţi însemnate pentru obţinerea semifabricatului.
Preview document



















































































































































Conținut arhivă zip
- Tehnologia si Organizarea Fabricarii Flexibil Automatizate a Pieselor de Tip Corp 8KE 007 127 al Pompei Ermetice
- Fise tehnologice part 2 .docx
- Fise tehnologice part1.docx
- grafica.dwg
- Memoriu TCM 2010 Foia de Titlu (521.1 035 ME).doc
- Tehnologia si Organizarea Fabricarii Flexibil Automatizate a Pieselor de Tip Corp 8KE 007 127 al Pompei Ermetice.docx
Alții au mai descărcat și

Cunoasterea duratei de timp de la semanat pâna la rasaritul plantelor mai are însemnatate si pentru obtinerea unor productii cat mai timpurii. Daca...

In multe aplicatii este nevoie de un element care sa prezinte 2 stari diferite, cu posibilitatea de a trece dintr-o stare in cealalta, fara sau in...

Cerintele sistemului operational Odata ce a fost definita nevoia si abordarea tehnica, e necesar sa le tranlatam intr-un “scenariu...