Cuprins
- Capitolul I
- Tema proiectului 3
- Capitolul II
- Memoriu tehnic 4
- Captitolul III- Elemente de inginerie tehnologică
- 3.1. Surse de aprovizionare cu materii prime și auxiliare 5
- 3.2. Caracteristicile materiilor prime și auxiliare 7
- 3.3.Caracteristicile materialelor și ambalajelor 13
- 3.4.Caracteristicile chiflelor 14
- 3.5. Analiza factorilor tehnologici care influenteaza realizarea productiei și calitatea produsului finit 15
- 3.6. Variante tehnologice de obținere a produsului finit. Analiza comparativaă a tehnologiilor similare din țară și din străinatate 18
- 3.7. Alegerea variantei optime 22
- 3.8. Descrierea variantei tehnologice adoptată 24
- 3.9. Controlul fabricației pe faze 30
- 3.10. Regimul de lucru al secției 32
- 3.11. Bilantul de materiale 32
- Capitolul IV-Alegerea și stabilirea numărului de utilaje
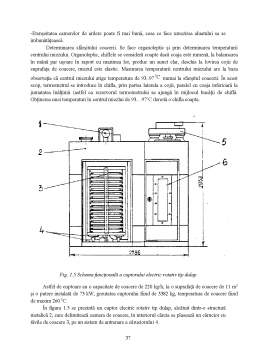
- 4.1. Utilajul principal 37
- 4.2. Alte utilaje existente 41
- 4.3. Norme de specifice de protecția muncii 46
- Capitolul IV-Amplasament și plan general 49
- Capitolul VI-Utilități 51
- Capitolul VIII-Bibliografie 51
- Capitolul IX-Piese desenate 57
Extras din proiect
CAPITOLUL I
TEMA PROIECTULUI
Să se proiecteze o secție pentru fabricarea produselor de franzelărie cu o capacitate de 10t/24h.
Amplasarea utilajelor se va face pe un nivel.
Se va adopta procedeul indirect bifazic de fabricație.
CAPITOLUL II
Memoriu tehnic
Am ales ca temã de proiect realizarea chiflelor deoarece se preconizeazã drept o afacere destul de profitabilã. Piaţa produselor de panificaţie devine tot mai dinamicã în ultimul timp.
Potrivit statisticilor din ultimii ani consumul de pâine a scãzut considerabil, în schimb a început sa câştige teren consumul de specialitãţi de panificaţie. Daca în urma cu câţiva ani ponderea specialitãţilor de pâine, precum cea de graham de secara, chifle sau alte tipuri în total vânzari era nesemnificativã, acum acestea reprezinta în jur de 12% din vânzari.
CAPITOLU III
ELEMENTE DE INGINERIE TEHNOLOGICA
3.1. SURSE DE APROVIZIONARE CU MATERII PRIME ȘI AUXILIARE
În Romania, industria morăritului și a panificației a inregistrat în ultimii cinsprezece ani o dezvoltare demnă de apreciat. A sporit numarul unităților de panificație și morărit, iar calitatea produselor finite și aprecierea de către utilizator nu s-au lăsat așteptate. Investițiile străine, precum și curajul și forța unor producători români au contribuit la o ascensiune rapidă în industria morăritului și a panificației
Este cunoscut faptul că pentru a obține produse finite de cea mai bună calitate este necesar a foloși materii prime și auxiliare șimilare din acest punct de vedere. În acest sens pot fi amintite produsele firmei “Rompak”. Aceasta produce drojdie de panificație și patiserie, precum și o serie de amelioratori pentru făinuri și produse de panificație. Spre exemplu ”eka valore” este un ameliorator universal pentru pâine sub forma de pulbere eficient în cazul tuturor tipurilor de făina. În cazul făinurilor de calitate corespunzatoare se adaugă in doze mici ceea ce determina costuri de productie reduse. Se recomandă adaosul în doze mai mari in cazul făinurilor slabe, iar rezultatele sunt dintre cele așteptate. Acest ameliorator pentru pâine conferă produselor finite un volum mai crescut, menținandu-le prospețimea pentru un timp mai îndelungat. De asemenea, miezul este mai alb iar coaja are o culoare galben aurie.Trmenul de valabilitate este de un an de la data fabricației, în condiții de depozitare uscată și răcoroasă. Rompac Pașcani România mai produce și alți amelioratori pentru panificație cum ar fi: ekdinamo; ekaleu;ekaprospero;micropan;prestige și cunoscuta drojdie de panificație – pakmaya.
Industria modernă de panificație cere aplicarea unor metode din ce în ce mai avansate care să contribuie la obținerea de produse având calitate superioară realizate în condiții economice avantajoase. Pentru aceste considerente se extinde din ce în ce mai mult o serie de procedee noi, printre care cea mai mare importanță este frământarea rapida și intenșiva a aluatului.Intr-o serie de tari acest procedeu s-a introdus fie la aplicarea procesului de aplicare discontinu, fie la cel de fabricare continua a painii, foloșindu-se utilaje adecvate acestui scop.
La baza constructie malaxoarelor de aluat pentru pâine utilizate in procedeul clașic a stat principiul ca mașina sa imite pe cat posibil frământarea manuală a aluatului, respectiv frământarea să fie puțin intensivă.Pentru a obține în aceste condiții aluat bine dezvoltat, care sa corespundă fabricarii unor produse cu volum mare, cu miezul moale, elastic, și care să-și mențină calitățile inițiale timp mai îndelungat, este necesar ca aluatul să fie supus unei perioade îndelungate de fermentare. Ori, industria modernă cere scurtarea procesului tehnologic de fabricare a pâinii, ceea ce înseamnă economie de muncă și cheltuieli mai mici de investiție.
Cunoscută sub numele de dezvoltarea mecanică a aluatului frământarea rapidă și intensivă a luatului, constă în frământarea în condiții mult mai energice, la turații mari ale brațelor de frământare și un timp mai scurt decat în frământarea clasică.
Se realizează formarea mai rapidă și mai completă a structurii glutenului și aluatului, astfel că, la sfarșitul frământării aluatul este matur din punct de vedere reologic,stare care în frământarea clasică, lentă, se obține la sfarșitul operației de fermentare.Acest lucru permite scurtarea sau chiar excluderea fermentării înainte de divizare. Procedeul de preparare a aluatului prin această metoda impune: folosirea unei cantități mărite de drojdie, de 1,5 ... 2 ori fața de procedeul clasic. Adaosul de substanțe cu acțiune oxidantă, datorită modificărilor de conformație mai profunde ale proteinelor glutemice, în urma cărora acestea expun mai multe grupari reactive, cea mai folosită fiind acidul ascorbic (50..100 ppm). Pentru că efectul acidului ascorbic să fie maxim, aluatul se prepară cu temperatura de 25..26 . Produsele obținute sunt superioare calitativ celor obținute prin frământarea clasică. Volumul crește cu 10…50 %; miezul are culoarea mai deschisă și se pastrează mai mult timp proaspăt. Produsele au însa aromă mai slabă, datorită reducerii drastice a timpilor de fermentare. Procedeul dă rezultate bune și la prelucrarea făinurilor de calitate slabă.Malaxoarele utilizate au construcție specială, pot avea funcționare discontinuă sau continuă și pot lucra la presiunea atmosferică (malaxoare deschise), la sub presiune și supra presiune (malaxoare inchise ermetic). Din punct de vedere al turatiei brațelor de frământare, malaxoarele pot fi:
-rapide, cu turația brațelor de 60…120 rot/min.
-intensive cu turația brațelor de 200….1000rot/min.
-ultrarapide cu turația bratelor peste 1000 rot/min.
Preview document


























































Conținut arhivă zip
- Tehnologia de Fabricare a Chiflelor.doc
Alții au mai descărcat și

6. METODE DE PROTECTIE ANTICOROSIVA A MATERIALELOR METALICE Protectia împotriva coroziunii reprezinta totalitatea masurilor care se iau pentru a...

Hidrocarburile aciclice saturate numite alcani sau parafine, au formula generala CnH2n+2. Conform cu aceasta formula fiecare termen din seria...

Te-ar putea interesa și

Înainte de toate ar trebui să răspund la o serie de întrebări: “Pentru ce o analiză a unei activităţi de producţie industrială din perspectiva...

Activitatea de obţinere a produselor de panificatie,reprezintă una din cele mai vechi preocupări ale omului şi totodată una din ramurile principale...

Introducere Dezvoltarea rapidă a societății contemporane și globalizarea impun, în epoca modernă, o mobilizare a tuturor resurselor disponibile...

Introducere Industria panificației și a pastelor făinoase ocupă un loc însemnat în cadrul producției bunurilor de consum, în primul rând datorită...

INTRODUCERE Analiza este definită ca fiind o metodă de cercetare şi cunoaştere bazată pe decompunerea sau desfăşurarea unui obiect sau unui...

Întroducere Din cele mai vechi timpuri, de la prima revoluţie alimentară, cerealele au avut şi au o importanţă deosebită pentru hrana omului....

Introducere Pîinea este unul dintre alimentele de baza ale omului, fiind indispensabilă în alimentația zilnică. Acest aliment important a...

Capitolul 1 Prezentarea generala a chiflei 1.1.Definiție Chifla este un produs alimentar preparat din făină, drojdie comprimată și sare de...