Extras din proiect
PROIECTAREA PROCESULUI DE PRELUCRARE A REPERULUI DAT
1.1.Analiza formei şi dimensiunilor piesei din punct de vedere al condiţiilor tehnologice specifice procedeelor de presare la rece
Pentru a asigura condiţiile necesare obţinerii pieselor la calitatea şi precizia impuse prin desenul de execuţie şi la un cost minim este necesară analiza tehnologicităţii acestora în funcţie de cerinţele impuse de procedeele de prelucrare folosite. Inginerul tehnolog, în urma acestei analize, depistează acele forme şi dimensiuni ale piesei care fac dificilă sau chiar imposibilă prelucrarea acesteia prin deformare plastică la rece şi poate propune unele modificări, care să îmbunătăţească tehnologicitatea produsului, fără a afecta însă funcţionalitatea lui.
1.1.1.Stabilirea tipului operaţiei prin care se realizează bordura de la marginea flanşei
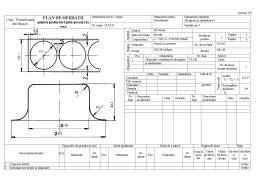
În general, bordurile de la marginea flanşei au înălţime relativă mică şi nu este necesară tunderea acestora după prelucrare. În aceste condiţii trebuie determinat exact diametrul df al flanşei plane a piesei (fig.1.2), pentru a obţine bordura la înălţimea prescrisă.
Date de intrare:
df¬¬= 86 mm;
d2= 59 mm;
r2, r3, r4= 1 mm;
h2= 49 mm;
d3= 38 mm;
h3= 6 mm.
Se adopta din tabel in functie de , ∆df = 3mm.
1.1.2. Analiza posibilităţii realizării bosajului piesei prin operaţia de răsfrângere a marginilor conturului interior
Bosajul piesei se poate realiza prin răsfrângerea marginilor conturului interior numai dacă acestea au înălţime relativă mică, respectiv atunci când este îndeplinită condiţia,
unde m este coeficientul de răsfrângere a marginilor conturului interior;
d0 - diametrul găurii iniţiale;
- diametrul mediu al bosajului,
mlim - valoarea limită a coeficientului de răsfrângere a marginilor conturului interior a cărui valoare se adoptă din tabelul 1.1. [TEO 83].
Diametrul d0 al găurii se determină [ILI 84] cu relaţia:
= d3 + g=38+1=39mm
→se citeste din tabel.
Preview document



































Conținut arhivă zip
- Procesul Tehnologic de Prelucrare a Reperului IT-2311- 20.docx
Alții au mai descărcat și

Tema de proiectare: Să se realizeze proiectarea tehnologică pentru execuţia reperului 24 (roata dintata) , ce se va executa într-un număr de 5...

Elemente Arcuitoare Generalitati: Folosirea elementelor arcuitoare în constructia produselor electrotehnice este legata de principiul de...

Proiect A.S.D.N. Tema: Realizarea unui automat de sortat mere dupa diametru (diametre între 5,5 si 6 cm si între 7,5 si 8 cm) precum si dupa...

ARGUMENT Iluminat normal se refera la instalatiile utilizate zilnic,in conditii normale. Iluminatul de siguranta trebuie sa asigure evacuarea...

1. Domeniu de aplicare Norma se refera la verificarea/etalonarea voltmetrelor indicatoare si inregistratoare,destinate masurarilor de tensiuni...