Cuprins
- Generalităţi
- 1. Procesul de producţie
- 2. Tehnologia de fabricaţie a părţilor mecanice
- Tehnologia de fabricaţie a carcasei
- Tehnologia de fabricaţie a scuturilor portlagăr
- Tehnologia de fabricaţie a axului rotoric
- 3. Tehnologia de fabricaţie a miezului magnetic
- Tehnologia de fabricaţie a miezului statoric
- 4. Tehnologia de fabricaţie a înfăşurărilor
- 4.1. Tehnologia de fabricaţie a înfăşurărilor statorului
- 4.2. Tehnologia de fabricaţie a înfăşurărilor rotorului
- 4.3. Bobinarea maşinilor asincrone
- 4.4. Impregnarea înfăşurărilor
- 5. Asamblarea şi încercările maşinilor asincrone
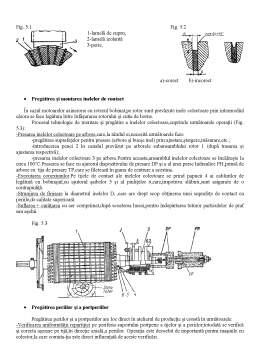
- 5.1. Pregătirea suprafeţelor de contact alunecător
- 5.2. Echilibrarea rotoarelor
- 5.3. Tehnologia de asamblare a maşinilor asincrone
- 6. Instalarea şi punerea în funcţiune a maşinii asincrone
- 6.1. Instalarea maşinii
- 6.2. Punerea în funcţiune a maşinii
- 7. Exploatarea, întreţinerea şi repararea maşinii asincrone
- 7.1. Exploatarea motoarelor electrice
- 7.2. Întreţinerea motoarelor electrice
- 7.3. Defecte şi regimuri anormale de funcţionare ale motoarelor electrice asincrone
- 8. Proiectarea unui motor asincron
- 8.1. Calculul electromagnetic de dimensionarea a statorului
- 8.2. Calculul electromagnetic de dimensionare a rotorului
- 8.3. Calculul retistenţelor şi reactanţelor motorului
- 8.4. Calculul termic al motorului
- 8.5. Calculul mecanic al motorului
- 9. Măsuri de tehnica securităţii muncii la instalarea şi punerea în funcţiune a maşinilor electrice
- Bibliografie
Extras din proiect
Fabricarea maşinilor electrice reprezintă ramura de bază a industriei electrotehnice constructoare de generatoare electrice pentru industria energetică şi de motoare electrice pentru diferite ramuri ale economiei naţionale.
Specializarea uzinelor are o mare însemnătate în dezvoltarea industriei constructoare de maşini. Ea creează posibilitatea organizării producţiei de serie a maşinilor , asigură dotarea uzinelor cu utilaj specializat şi creează unităţi de proiectare unde este concentrată concepţia tehnică în domeniul construcţiei de maşini electrice
Particularitatea principală a tehnologiei de fabricaţie a maşinilor electrice o constituie varietatea mare a proceselor tehnologice. Procesele tehnologice de fabricaţie a maşinilor electrice cuprind pe lângă prelucrările mecanice şi de montaj general al maşinii şi turnarea reperelor de formă complicată din metale feroase şi neferoase, toate variantele de sudare, ştanţarea şi împachetarea miezurilor magnetice, execuţia colectoarelor şi portperiilor, bobinarea, formarea, izolarea, impregnarea şi introducerea în crestătură a bobinelor, lipirea cu aliaje pentru lipituri moi şi tari etc.
De calitatea execuţiei acestor operaţii depind principalele proprietăţi funcţionale ale maşinilor electrice cum ar fi: siguranţa în exploatare, pierderi în fier, încălzirea diferitelor ansamble şi subansamble ale maşinilor, etc. De procesul tehnologic depinde în mare măsură calitatea execuţiei unor subansamble complexe din componenţa maşinii asincrone De tehnologia ştanţării tolelor, a împachetării şi prelucrării miezurilor magnetice depind aproape în exclusivitate pierderile datorită curenţilor turbionari din miezurile magnetice pentru o calitate dată de oţel electrotehnic. Astfel la o calitate necorespunzătoare a ştanţării şi împachetării se pot depăşi de 2-3 ori pierderile specifice ale tipului respectiv de oţel electrotehnic. La fabricarea bobinelor, o importanţă deosebită o are curăţenia din atelierul de bobinaj şi precizia respectării procesului tehnologic. Astfel, praful şi murdăria ce se pot depune pe izolaţii iar abaterile de la programul stabilit pentru impregnare şi uscare reduc în mod simţitor durata de funcţionare a izolaţiei, respectiv aşchiile metalice pot conduce la străpungerea izolaţiei la bancul de probă sau în exploatare. În acest sens se va urmări ca lucrările legate de prelucrarea metalelor să nu se efectueze în apropierea sectoarelor de bobinaje şi izolaţie şi să se asigure o reţea de aer comprimat pentru suflarea miezurilor magnetice înainte de introducerea bobinelor în crestătură.
Ponderea muncii manuale în construcţia de maşini electrice este încă foarte mare deoarece unele procese tehnologice specifice ca de exemplu împachetarea miezurilor magnetice sau introducerea bobinelor în crestături îngreunează mult automatizarea acestora. Perfecţionarea tehnologiei construcţiei maşinilor asincrone depinde în mare măsură de materialele active şi constructive achiziţionate din alte sectoare ale industriei ca de exemplu oţelul electrotehnic, conductoare de bobinaj, cupru de colector, materiale izolante, substanţe de impregnare, piese forjate mari, rulmenţi. De asemenea, în tehnologia de fabricare a maşinilor electrice asincrone un loc însemnat îl ocupă utilajele aşa numite "nestandardizate" din care fac parte în primul rând maşinile unelte pentru întinderea bobinelor, maşinile de bobinat şi izolat, presele pentru formarea bobinelor, maşinile de bandajat, maşinile pentru canelarea colectoarelor şi altele.
Fabricarea maşinilor electrice asincrone la un înalt nivel tehnic impune studiul, cunoaşterea şi însuşirea unor probleme generale specifice privind ansamblu de: procese (activităţi, operaţii, faze şi acţiuni); forme de planificare organizare şi desfăşurare, tehnici (metode şi procedee); reguli (principii şi norme); mijloace tehnice; condiţii tehnice. Nomenclatura producţiei de maşini electrice este foarte lungă şi variată cuprinzând maşini electrice de diverse tipuri funcţionale, constructive, de protecţie şi de răcire clasificate după diferite criterii şi având felurite destinaţii generale sau speciale.
Deoarece fiecare tip de maşină electrică asincronă se fabrică după o tehnologie specială, există o diversitate foarte mare de tehnologii după care acestea se fabrică luând în considerare varietatea tipurilor funcţionale ale maşinilor electrice rotative existente.
Odată cu dezvoltarea tehnicii s-au înregistrat modificări esenţiale şi în domeniul tehnologiei fabricaţiei maşinilor electrice asincrone care se referă în principal la conţinutul şi ponderea diferitelor categorii de procedee de semifabricate, prelucrare, decupare, fasonare, acoperire de protecţie, schimbarea proprietăţilor fizico-chimice a materialelor etc. Astfel pentru fundamentarea ştiinţifică a tehnologiei fabricaţiei maşinilor electrice se impune o activitate deosebită teoretică şi experimentală.
1. Procesul de producţie
În vederea obţinerii unor rezultate bune în construcţia şi fabricaţia de maşini electrice o importanţă deosebită o prezintă alegerea adecvată a formelor de organizare şi desfăşurare a procesului de producţie, în funcţie de condiţiile concrete date, esenţiale fiind: eficienţa fabricaţiei sub aspect tehnico-economic, continuitatea acesteia, un aport cât mai mic al executanţilor şi o pondere cât mai mică a proceselor auxiliare şi de deservire.
Organizarea producţiei cuprinde ansamblul (sistemul) de măsuri, metode şi mijloace, fundamentate ştiinţific şi având un caracter economic şi tehnico-organizatoric privind stabilirea, asigurarea şi coordonarea, în condiţii tehnice date, a resurselor materiale, energetice, umane, organizatorice, metodologice, informaţionale şi temporale implicate în procesul de producţie în vederea desfăşurării acestuia cu eficienţa maximă şi la un înalt nivel calitativ.
Organizarea ştiinţifică a producţiei implică organizarea următoarelor procese parţiale:
a) pregătirea tehnică (constructivă şi tehnologică) a fabricaţiei;
b) pregătirea materială a fabricaţiei (aprovizionarea cu materii prime, materiale, semifabricate, utilaje, SDV -uri, combustibili, energie, etc.);
c) lansarea în fabricaţie, respectiv planificarea operaţională, cantitativă, temporală şi spaţială a loturilor de fabricaţie;
d) activitatea secţiilor de bază;
e) activitatea secţiilor (serviciilor) auxiliare (gospodărirea, întreţinerea şi repararea mijloacelor de producţie, transporturile interne şi externe, depozitările, desfacerea produselor, etc.);
f) coordonarea raţională a tuturor acestor procese parţiale cu acţiunile forţelor de muncă.
Organizarea muncii se defineşte ca fiind un ansamblu (sistem) de măsuri şi metode, fundamentate ştiinţific şi având caracter social-economic şi tehnico-organizatoric, privind stabilirea, asigurarea şi utilizarea eficientă a forţei şi timpului de muncă.
Organizarea ştiinţifică a muncii implică organizarea următoarelor procese parţiale:
a) alegerea şi folosirea cadrelor potrivit cu calificarea lor;
b) divizarea raţională a muncii;
c) cooperarea în muncă;
d) repartizarea rezultatelor muncii după principiul cointeresării materiale a executanţilor.
Organizarea ştiinţifică a producţiei şi a muncii mai presupune următoarele:
a) utilizarea intensivă şi eficientă a mijloacelor de producţie în întreg fondul de timp real avut la dispoziţie;
b) utilizarea permanent productivă a forţei de muncă;
c) scurtarea timpului în care obiectele muncii parcurg procesele de transformare tehnologică la care sunt supuse;
d) crearea condiţiilor pentru sintetizarea şi extinderea experienţei şi a metodelor de muncă perfecţionate;
e) asigurarea condiţiilor privind securitatea muncii.
Cadrul în care se îmbină componentele (subsistemele) procesului de producţie, constituie forma de organizare şi desfăşurare a acestuia ce realizează un consens şi o îmbinare armonioasă între procesul de muncă şi procesul tehnologic, între sarcinile de muncă şi sarcinile de fabricaţie, respectiv între activităţile executanţilor şi transformările tehnologice la care se supun obiectele muncii imprimând componentelor (subsistemelor) procesului de producţie o finalitate tehnico-productivă concretă. Aceasta constituie funcţia fundamentală a formelor de organizare care trebuie să asigure totodată condiţiile necesare manifestării funcţiei de autoreglare a procesului de producţie. Adoptarea unei forme de organizare corespunzătoare înseamnă a crea condiţii prielnice integrării într-un tot coerent a componentelor procesului de producţie. Forma de organizare a procesului de producţie implică relaţia: ''executant - utilaj - obiect al muncii'' sau ''om - maşină-piesă"(figura 1.1.).
Preview document




































Conținut arhivă zip
- Tehnologie de Fabricatie a Motorului Asincron Trifazat cu Rotor in Scurtcircuit.doc
Alții au mai descărcat și

Memoriu Justificativ Evoluția actuală în domeniul aparatelor electrice a permis contactoarelor să îşi găsească o foarte mare utilizare în...

Temă de proiect Să se proiecteze un motor asincron trifazat cu rotor în scurtcircuit având următoarele date: Puterea nominală; PN = 11 kW...

Capitolul I : Contacte electrice Generalităţi Contactele electrice joacă un rol foarte important în construcţia şi funcţionarea echipamentelor...

Motivaţie În lucrarea de faţă am tratat câteva noţiuni teoretice legate de tehnologia de construcţie şi fabricaţie a motoarelor asincrone , în...

1.1. Generalităţi Prelucrarea prin electroeroziune se bazează pe efectele erozive complexe, discontinue şi localizate ale unor descărcări...

1. ARGUMENT Tema acestui proiect se intitulează Instalaţii electrice interioare de iluminat şi este prezentată în 12 capitole dup cum urmează:...

Introducere Proiectul de curs este dedicat calculului unui motor asincron trifazat cu rotorul scurtcircuitat de P=25 kW , cu protecţia IP44 la...

ARGUMENT Masinile electrice sunt utilizate in toate sferele de activitate ale omului. Ele formeaza, practic, toate sursele de energie electrica si...
Te-ar putea interesa și
Motivaţie În lucrarea de faţă am tratat câteva noţiuni teoretice legate de tehnologia de construcţie şi fabricaţie a motoarelor asincrone , în...

Introducere. În ultimele decenii, dezvoltarea civilizației industriale, bazată pe folosirea pe scară largă a științei și tehnologiei, a cunoscut o...

MAŞINA ASINCRONA 1.Notiuni generale Maşinile asincrone sunt maşini de c.a ce funcţionează cu câmp magnetic în-vârtitor. Rotorul acestora se...

1.TEMA DE PROIECTARE 1.Sa se proiecteze o transmisie mecanica compusa dintr-un motor electric, o transmisie prin curele trapezoidalee, un reductor...

Generalităţi În sectorul energetic din majoritatea statelor europene s-au produs transformări majore determinate de necesitatea creşterii...

ARGUMENT Automatica cuprinde totalitatea metodelor si a mijloacelor tehnice prin care se stabilesc legaturi corespunzatoare intre instalatiile...


Cutiile de viteze constituie mecanismele de reglare ale lanturilor cinematice principale cu miscare de rotatie la arborele principal sau rectilinie...