
Cuprins
- Capitolul 1. Analiza funcţional constructivă a piesei 2
- 1.1Analiza desenului de execuţie 2
- 1.2Codificarea şi clasificarea suprafeţelor piesei 4
- 1.3 Analiza caracteristicilor geometrice constructive prescrise piesei. Rolul funcţional al piesei. 5
- 1.4 Caracteristicile materialului piesei 6
- 1.5 Analiza tehnologicităţii piesei 7
- 1.6 Identificarea bazelor de cotare ale suprafeţelor piesei 9
- Cap 2. Stabilirea semifabricatului economic 10
- 2.1 Stabilirea metodelor şi procedeelor de obţinere a semifabricatului 10
- 2.2 Calculul dimensiunilor semifabricatului tehnic-acceptabile 13
- 2.3 Evaluarea economică a semifabricatului tehnic-acceptabile 15
- 2.4 Stabilirea tratamentelor termice primare 17
- 2.5 Întocmirea desenului de executie al semifabricatului 18
- Cap 3. Proiectarea variantelor preliminarii de proces tehnologic 19
- 3.1 Stabilirea metodelor si procedeelor de prelucrare a suprafeţelor semifabricatului 19
- 3.2 Principii generale de proiectare şi restricţii specifice grupului din care face parte piesa 21
- 3.3 Stabilirea conținutului și succesiunii operațiilor procesului tehnologic 24
- Cap4.Proiectarea primei variante de proces tehnologic 29
- 4.1 Stabilirea adaosurilor de prelucrare și a dimensiunilor intermediare 29
- 4.2 Proiectarea operatiilor procesului tehnologic 32
Extras din proiect
Analiza desenului de execuţie presupune:
1. Identificarea formei geometrice a piesei prin interpretarea informaţiilor transmise de reprezentarea grafică:
- proiecţii ortogonale (vederi, secţiuni)
- proiecţii auxiliare
- linii utilizate
- haşuri
- scări de reprezentare
- indicator
- note şiobservaţii
2. Identificarea materialului pieseişi a tratamentelor termice impuse acestuia
3. Identificarea cotelor funcţionaleşi a abaterilor dimensionale
4. Identificarea toleranţelor geometrice
5. Identificarea condiţiilor privind starea suprafeţelor piesei
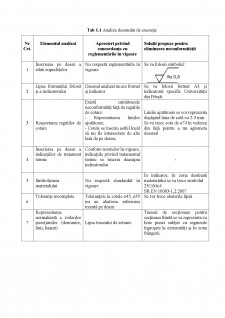
La finalul analizei, se va prezenta, conform tabelului 1.1, o sinteză asupra modului în care desenul de execuţie respectă regulile de reprezentare şi înscriere pe desen a elementelor reglementate.În cazul în care se constată că există abateri de la normele în vigoare, se vor propune soluţii pentru modificarea elementelor neconforme.
Nr Crt.
Elementul analizat
Aprecieri privind concordanţa cu reglementările în vigoare
Soluţii propuse pentru eliminarea neconformităţii
1Înscrierea pe desen a stării suprafeţelor
Nu respectă reglementările în vigoare
Se va folosii simbolul:
2Lipsa formatului folosit şi a indicatoruluiDesenul analizat nu are format şi indicatorSe va folosii format A3 şi indicatorul specific Universităţii din Piteşti
3
Respectarea regulilor de cotareExistă următoarele neconformităţi faţă de regulile de cotare:
- Reprezentarea liniilor ajutătoare;
- Cotele se înscriu astfel încât să nu fie intersectate de alte linii de pe desen;
Liniile ajutătoare se vor reprezenta depăşind linia de cotă cu 2-3 mm.
Se va trece cota de ø74 în vederea din faţă pentru a nu aglomera desenul
4Înscrierea pe desen a indicaţiilor de tratament termic
Conform normelor în vigoare, indicaţiile privind tratamentul termic se înscriu deasupra indicatorului
-
5
Simbolizarea materialului
Nu respectă standardul în vigoare În indicator, în zona destinată materialului se va trece simbolul
25CrMo4
SR EN 10083-1,2:2007
6Toleranţe incompleteToleranţele la cotele ø45, ø35 nu au abaterea inferioara trecută pe desenSe vor trece abaterile lipsă
7Reprezentarea normalizată a vederilor şisecţiunilor (denumire, linii, haşuri)
Lipsa traseului de setiune
Traseul de secţionare pentru secţiunea frântă se va reprezinta cu linie punct subţire cu segmente îngroşate la extremităţi şi în zona frângerii.
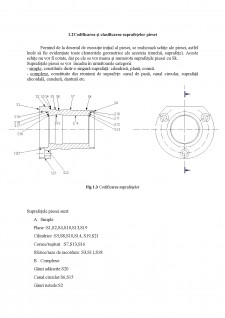
1.2Codificarea şi clasificarea suprafeţelor piesei
Pornind de la desenul de execuţie iniţial al piesei, se realizează schiţe ale piesei, astfel încât să fie evidenţiate toate elementele geometrice ale acesteia (muchii, suprafeţe). Aceste schiţe nu vor fi cotate, dar pe ele se vor marca şi numerota suprafeţele piesei cu Sk.
Suprafeţele piesei se vor încadra în următoarele categorii:
- simple, constituite dintr-o singură suprafaţă: cilindrică, plană, conică.
- complexe, constituite din reuniuni de suprafeţe: canal de pană, canal circular, suprafaţă elicoidală, canelură, dantură etc.
Suprafeţele piesei sunt:
Simple:
Plane :S1,S2,S4,S10,S13,S19
Cilindrice :S5,S8,S10,S14, S19,S21
Conice/teşituri :S7,S13,S16
Sferice/raze de racordare: S3,S11,S18
Complexe:
Găuri adâncite:S20
Canal circular:S6,S15
Găuri netede:S2
1.3 Analiza caracteristicilor geometrice constructive prescrise piesei. Rolul funcţional al piesei.
SkFormăDimensiunea caracteristică principalăTreaptă de toleranţăRugozitatea Ra um/mmToleranţă de formăToleranţă de poziţie
S1Plan frontală70 ±0.3/(∅74,∅45)IT136,3--
S4Plan-frontală〖55〗_0^(+0.030)/(∅74,∅50)IT71,6-⊥0,02P
S9Plan-frontală70±0.3/(∅45,∅50)IT136,3--
S12Plan-frontală7±0.2/(∅45,∅35)IT146,3--
S17Plan-frontală12±0.2/(∅45,∅35)IT136,3--
S2Plană66±0.3IT136,3--
S5Cilindrică exterioară∅〖50〗_(-0.005)^(+0.039)IT71,6-⊚∅0,02P
S8Cilindrică exterioară∅49±0.3IT136,3--
S21Cilindrică exterioară∅74±0.3IT136,3--
S10Cilindrică-interioară∅〖45〗_0^(+0.039)IT81,6-⊚∅0,02P
S14Cilindrică interioară∅〖35〗_0^(+0.025)IT70,8-Bază de referinţă
S19Cilindrică interioară∅〖45〗_0^(+0.039)IT81,6-⊚∅0,02P
S3Sferică (rază de racordare)R1±0.2IT136,3--
S11Sferică (rază de racordare)R1±0.2IT136,3--
S18Sferică (rază de racordare)R1±0.2IT136,3--
S13Conică (teşituri)1±0.2x45°IT136,3--
S16Conică (teşituri)1±0.2x45°IT136,3--
S7Conică exterioară30±0°30`/(∅50,∅49)IT136,3--
S15Canal circular interior10/∅37±/20IT136,3--
S6Canal circular exterior6/∅48/48IT136,3--
S22Gaură netedă∅6,6±0.2/∅60±0.1IT136,3--
S20Gaură adâncită∅11±0.2/7±0.2IT136,3--
Preview document




























































Conținut arhivă zip
- Tehnologii de prelucrare mecanica.docx
Alții au mai descărcat și

Standardele ISO 14000 sunt standarde generale referitoare la sistemele de management de mediu destinate pentru tinerea sub control a impactului...

Elementele pneumatice de excutie (motoarele pneumatice) transforma energia aerului comprimat in lucru mecanic. Motoarele pneumatice pot fi: • cu...

Filtrele sunt circuite electronice care efectueaza funcţii de prelucrarea semnalelor, special destinate pentru a elimina componentele de semnal...

CURS 1 MODELAREA MATEMATICĂ A SISTEMELOR Sistemele mecatronice sunt structuri complexe formate din componente mecanice, electronice şi elemente de...

ASAMBLĂRI PRIN ȘURUBURI. Asamblarea cu șuruburi este una din cele mai vechi metode de asamblare utilizată în construcția de mașini. Aproape că nu...

CONVENȚII INTERNAȚIONALE ÎN DOMENIUL SECURITĂȚII - Convenția de la Chicago din 1944 - Convenția de la Tokyo din 1963 - Convenția de la Haga din...

INTRODUCERE Avionica (AVIation electrONICS - avionics) este termenul prin care, începând din perioada anilor 1930, sunt reunite echipamentele care...

I. ELEMENTE GENERALE 1.1. Instalatiile energetice ale avioanelor Avioanele moderne si tehnica aerospațială utilizează pe scară largă dispozitive...
Te-ar putea interesa și

Analizând desenul de execuție vedem că avem de proiectat procesul tehnologic a unei scule de tip Freză frontală, cod CT.2407-03 cu o lungime de 190...

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere a reperului indicat, pentru o producţie de 30 000 buc/an. ETAPE DE...

ETAPA I : Alegerea semifabricatului Din desenul de executie rezulta ca piesa este confectionata din OLC45 STAS 880-66 avand urmatoarele...

INTRODUCERE Obiectivul activităţii de proiectare a procesului tehnologic de prelucrare mecanică al reperului FLANSA ,desen AL05.11 , îl constituie...

TEMA PROIECTULUI Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere a reperului, în condiţiile unei producţii de serie...

1.Analiza critică a desenului de execuţie. Desenul de execuţie constituie practic cel mai important document pentru elaborarea procesului...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...