Cuprins
- Partea I 3
- Lucrarea practica 1 5
- Lucrarea practica 2 14
- Lucrarea practica 3 16
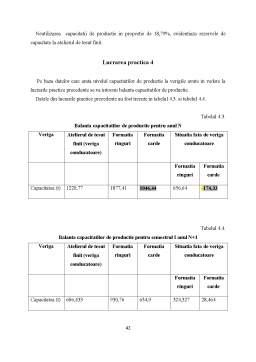
- Lucrarea practica 4 20
- Partea II 24
- Lucrarea practica 1 27
- Lucrarea practica 2 36
- Lucrarea practica 3 38
- Lucrarea practica 4 40
Extras din proiect
PARTEA I
DIMENSIONAREA INTREPRINDERII
Pentru calculul capacitatii de productie a S.C. Independenta S.A. este necesara cunoasterea organizarii structurale a acesteia si a procesului tehnologic din intreprindere (figura 4.1).
Metodologia de calcul a capacitatii de productie are la baza cunoasterea verigilor organizatorice ale intreprinderii, stabilirea produselor ce se vor obtine in intreprindere, cunoasterea procesului tehnologic din intreprindere.
Firma are in componenta sa urmatoarele sectii de productie:
- sectii de baza (filatura, atelierul de tesut);
- sectii auxiliare care se ocupa cu activitatea energetica, activitatea de reparatii etc;
- sectiile de deservire care se ocupa cu activitatea de transport, activitatea de depozitare etc.
Pentru calculul capacitatii de productie prezinta interes deosebit sectiile de baza, utilajele ce le compun, de ai caror parametri trebuie sa se tina seama in formula de calcul a capacitatii. In filatura intâlnim sortimentele de carde, cre executa operatia de cardare in urma careia rezulta un fir cu torsiune falsa numit pretort. In aceasta sectie sunt amplasate, de asemenea, si masinile de filat cu inele, care au menirea de a torsiona firul de batatura. In atelierul de tesut intâlnim razboaiele mecanice care permit obtinerea tesaturii crude.
Materia prima preluata de la magazie este destramata cu ajutorul destramatoarelor Rolando, rezultând destramatura, care impreuna cu deseurile de matase intra in componenta firului de vigonie. Materia prima, astfel destramata si asezata in paturi alternative cu inaltimea de 20 cm, este amestecata cu ajutorul lupilor amestecatori.
Pentru obtinerea firului de vigonie este folosita urmatoarea reteta pentru un kg. Fir si anume: celofibra 119 g, capele 299 g, celoseta 179 g, pieptanatura 239 g, ramasițe fibre b.b.c. 179 g, ramasi fire proprii 179 g.
Acest amestec este transportat pneumatic la sortimentele de carde si depozitat in camera de asteptare si apoi prelucrat pentru obtinerea valului de pretort. Bobinele de pretort sunt apoi transportate la masinile de filat cu inele, pentru a torsiona firul, care apoi este infasurat pe țevi mici de 20-30 de grame, fire fiecare.
Pentru a fi intrebuintat in tesatorie, firul de batatura este curatit, bobnat si canetat la masinile de canetat din preparatia tesatoriei. Tot aici este pregatit si firul de urzeala pentru a-i creste rezistenta la rupere. Firul de batatura sub forma tevilor oarbe, impreuna cu urzeala, este trimis la razboaiele mecanice pentru a fi prelucrat. In continuare, tesutul crud rezultat de la razboaie este supus la o serie de operatii de finisare care permit inlaturarea ultimelor defecte, obtinându-se astfel produsul finit.
Lucrarea practica 1
Cardarea este operatia de prelucrare a materiei prime ce conduce la formarea pretortului, materie prima din care se va obtine in filatura firul de vigonie. Aceasta operatiune are rolul de a continua in mai mare masura curatirea materialului de impuritati, de a o intinde si a paraleliza fibrele, dispunându-le intr-o succesiune uniforma si omogena si de a obtine in final firul cu torsiune falsa denumit pretort.
Operația de crdare se executa in mod prpogresiv cu ajutorul utilajelor denumite sortimente de carde, a caror alimentare se face prin carda preliminara, al carei avantren efectueaza destramarea primara a amestecului, amestecarea fibrelor si curatirea impuritatilor. Ajunsa la pieptenul egalizator, materia prima este egalizata cantitativ prin miscarile pieptenului si apoi cade in cântarul automat, care este fixat in prealabil la o anumita greutate si permite alimentarea in mod uniform a grupului rupator care o prelucreaza in vederea trecerii in grupul de cardare propriu-zisa. In momentul in care se ajunge la ultima carda valul este trecut in cilindri de intrare ai aparatului divizor unde este preluat si sectionat de curelusele aparatului divizor al sortimentului de carda. Cu cât numarul de cureluse este ma mare, cu atât si numarul de fire ce se vor obtine va fi mai mare. Curelusele fiind legate de cilindrul debitor, determina legatura direct proportionala a capacitatii cu diametrul cilindrului debitor. Acest mod de functionare al sortimentelor de carde influenteaza modul de calcul al capacitatii de productie.
Este necesar sa se calculeze capacitatea de producție la sortimentele de carde, deoarece ele asigura materia prima ce va fi prelucrata apoi in filatura si țesatorie. La formația de carde se lucreaza in trei schimburi:
Preview document













































Conținut arhivă zip
- Proiect la Jocuri de Intreprindere - Dimensionarea Intreprinderii.doc
Alții au mai descărcat și

3.4. Metodologia auditului sistemelor calitatii Standardul international ISO 10011 stabileste principiile, criteriile, practicile de baza si...

Mediul extern al firmei poate fi impartit in doua mari segmente: - mediul general sau mega-mediul - mediul specific(mediul sarcina);...

WHO and HOW MADE IT POSSIBLE? In order to get where Sicomed has got one has to be very talented, very intelligent an also very patient. The...