Cuprins
- CAPITOLUL PAG. NR.
- 1. ROLUL PIESEI 3
- 2. ALEGEREA MATERIALULUI 4
- 3. CALCULUL ADAOSULUI DE PRELUCRARE 5
- 4. TEHNOLOGIA DE EXECUŢIE A PIESEI 7
- 4.1. Descrierea procesului tehnologic 7
- 4.2. Maşina unealtă 8
- 4.3. Calculul regimului de aşchiere 9
- 5. NORMAREA TEHNICĂ 10
- 6. NORME DE TEHNICA SECURITĂŢII MUNCII ŞI PSI 12
- Bibliografie 13
- ANEXA 1- Desenul de execuţie al piesei
- ANEXA 2- Fişa tehnologică
Extras din proiect
DESCRIEREA PIESEI
Piesa „Ax matriţă” este o piesă de rotaţie, obţinută prin strunjire pentru toate suprafeţele.
Piesa face parte din construcţia unei matrite simple, care se foloseşte la o operaţie tehnologică de presare la cald a unei piese de cauciuc.
Ulterior operaţiilor de strunjire analizate în prezenta lucrare, se vor executa operaţiile de tratament termic şi rectificare, piesa fiind solicitată la uzură si variatii de temperatura.
Din desenul de execuţie a piesei şi datele înscrise în indicator, se observă că piesa „Ax matriţă” este o piesă de rotaţie, se execută prin strunjire dintr-un semifabricat laminat din oţel OLC 45.
Piesa are o formă constructivă tehnologică simplă alcătuită dintr-o succesiune de cilindri. Este suficientă o singură proiecţie, reprezentată în secţiune longitudinală completă pentru a înţelege forma şi dimensiunile acesteia.
Forma constructivă - tehnologică este compusă din:
- un cilindru cu diametrul Ø60 mm, pe o lungime de 10 mm, cu o teşitură 1,5x45°;
- un cilindru Ø40 pe o lungime 60 mm;
- un trunchi de con cu baza Ø40 şi generatoarea înclinată la 15°,pe o lungime de5mm;
Cotele netolerate ale piesa se înscriu în clasa de execuţie mijlocie. În timpul prelucrării la astfel de piese trebuie respectată coaxialitatea suprafeţelor cilindrice.
Fiind vorba de o piesă de rotaţie cotarea este simplă, se foloseşte o singură suprafaţă de cotare, ceea ce simplifică executarea piesei.
În concluzie piesa „Ax matrita” este tehnologică şi nu ridică probleme de execuţie.
ALEGEREA MATERIALULUI
Materialul piesei „Ax matriţă” este OLC 45, care este un oţel pentru tratamente termice, de rezistenţă ridicată şi tenacitate medie, cum r fi: discuri, arbori, biele, coroane dinţate, piese supuse la uzură axe, şuruburi, piuliţe) şi pieselor fără rezistenţă mare în miez. Acest oţel se mai numeşte şi oţel carbon de calitate, pentru că are un grad ridicat de puritate şi o compoziţie chimică fixată în limite strânse, asigurând o constanţă a caracteristicilor de calitate obţinute prin tratamente termice (de îmbunătăţire – călire şi revenire). Notarea mărcilor de oţel de uz general se face prin simbolul OLC (oţel carbon de calitate) urmat de două cifre care reprezintă în sutimi de procente, conţinutul mediu de carbon (astfel, OLC 45 are conţinutul mediu de carbon 0,45 %).
Compoziţia chimică a materialului
Conform STAS 880 – 80, compoziţia chimică a oţelului OLC 45 este indicată în tabelul următor:
Marca oţelului Compoziţia chimică %
C Mn P S
OLC 45 0,42 … 0,50 0,50 … 0,80 Max. 0,045 Max. 0,040
Caracteristici mecanice şi tehnologice (conform STAS 880 – 80)
Marca oţelului
16≤Ø≤80 Tratament termic Limita de curgere
Rp0,2
[N/mm2] Rezistenţa la rupere
Rm
[N/mm2] Alungirea la rupere
A
[%] Rezilienţa KCU
J/cm2
OLC 45 CR 410 700 – 840 14 39
Semifabricatul este o bucată de material sau o piesă brută care a suferit o serie de prelucrări mecanice sau tehnice, dar care necesită în continuare alte prelucrări pentru a deveni o piesă finită.
Piesa finită rezultă în urma prelucrării semifabricatului cu respectarea tuturor condiţiilor impuse prin desenul de execuţie (formă, dimensiune, toleranţă, calitatea suprafeţelor).
Semifabricatul supus prelucrării prin aşchiere are una sau mai multe dimensiuni mai mari decât al piesei finite.
Surplusul de material care trebuie îndepărtat de pe suprafaţa semifabricatului poartă denumirea de adaos de prelucrare. Un semifabricat bun re cât mai multe suprafeţe identice cu ale piesei finite, iar adaosul de prelucrare este redus la minimum.
Principalele tipuri de semifabricate folosite la prelucrarea prin aşchiere sunt:
- bucăţi debitate din produse laminate (bare, profile, sârme);
- piese brute obţinute prin turnare;
- piese brute forjate liber;
- piese brute forjate în matriţă (matriţate);
- produse trase la rece.
Din semifabricatele enumerate, unele sunt caracterizate de o precizie ridicată, cum ar fi cele matriţate, cele presate, din pulberi şi cele turnate (în special cele turnate sub presiune).
Alegerea unui anumit tip de semifabricat este legată de seria de fabricaţie.
Semifabricatele turnate sau matriţate nu pot fi folosite decât atunci când numărul pieselor de acelaşi tip prelucrat este mare.
În cazul piesei „Ax matriţă” unde avem o producţie individuală vom alege ca semifabricat bară laminată Ø62
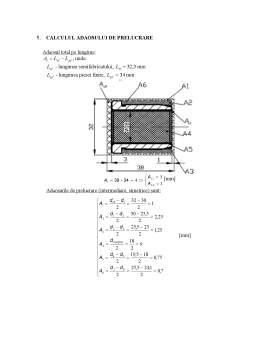
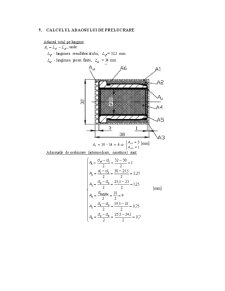
1. CALCULUL ADAOSULUI DE PRELUCRARE
Adaosul total pe lungime:
, unde:
- lungimea semifabricatului, = 32,3 mm
- lungimea piesei finite, = 34 mm
[mm]
Adaosurile de prelucrare (intermediare, simetrice) sunt:
[mm]
2. TEHNOLOGIA DE EXECUŢIE A PIESEI
4.1. Descrierea procesului tehnologic
Având în vedere desenul de execuţie al piesei şi condiţiile tehnologice legate de funcţionarea piesei s-au stabilit operaţiile de prelucrare cu fazele lor.
Operaţia I
1. Orientarea si fixarea semifabricatului
2. Strunjit exterior O60mm
3. Strunjit exterior O40mm
4. Strunjit conic 15
5. Retezat L=75mm
Preview document













Conținut arhivă zip
- Bucsa Ghidare Matrita.doc
Alții au mai descărcat și

In vederea executarii unor operatii de prelucrare prin gaurire, largire sau alezare, sunt utilizate dispozitive de asezare pentru piesele ce...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

1. Introducere Pentru a prelucra mai economic o mare varietate de piese, s-a studiat în permanenţă metodele de reducere al preţului de cost al...

MEMORIU JUSTIFICATIV De la apariţia lor, materialele plastice au cunoscut o dinamică ridicată a producţiei, ceea ce va permitc in jurul anului...

Introducere În domeniul prelucrării materialelor, concomitent cu o cât mai bună organizare a muncii, se impune realizarea unor tehnologii și...

1. Materialul plastic Materialul plastic(*sunt produse sintetice de natură organică, anorganică sau mixtă, care se pot prelucra ușor în diferite...

A.PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE A.1. Analiza piesei 1.1 Rolul funcțional al piesei In lipsa unui desen de ansamblu, se vor...

Să se proiecteze tehnologia de fabricaţie prin injectare a elementului de ambalare “Cutie” în condiţiile unei producţii de 20 000 de bucăţi /lună....

Tehnologia neconvenţională de fabricare prin depunere de material topit este cunoscută ca FDM (Fused Deposition Modeling – denumire proprietară a...

1.3. Alegerea maşinii de injectare La alegerea maşinii de injectare, în prima fază, se are în vedere ca volumul maxim de injectare al maşinii să...