
Extras din proiect
Analiza documentaţiei de execuţie a piesei
Clasificarea oţelurilor pentru sudură recomandate de I.I.S. are în vedere rezistenţa mecanică de rupere, între 35 – 70 [daN / mm2], şi valorile rezilienţei cu crestătura în V, la diferite temperaturi, după cum se prezintă în tabelele de mai jos.
Clasificarea oţelurilor de sudare după I.I.S, se prezintă în tebelul de mai jos.
Clasa de calitate Semnificaţia
A Clasa oţelurilor fără specificaţii de compoziţie şi KV, destinate unor structuri supuse în exploatare la solicitări modeste.
B Clasa oţelurilor destinate structurilor sudate din elemente cu grosimi moderate (20 mm), la care ruperea fragilă nu este probabilă şi supuse în exploatare la solicitări medii.
C Clasa oţelurilor destinate structurilor sudate la care ruperea fragilă este posibilă, fie din cauza complexităţii ei, fie din cauza condiţiilor de exploatare.
D Clasa asemănătoare cu C, diferind însă de ea prin condiţii mai severe la KV.
E Clasa oţelurilor destinate structurilor sudate la care ruperea fragilă este posibilă din cauza grosimii mari, complexitatea sudurii, condiţii severe de exploatare şi la care avaria ar avea condiţii catastrofale.
Prescripţii de rezilienţă la oţeluri.
Clasa Rezistenţa la rupere [daJ / mm2]
Re = 37 52 Re = 50 70
Rezilienţa minimă la temperaturile indicate [daJ / mm2]
C 3,5 00 C 3,5 -100 C
5 00 C
Criterii de sudabilitate metalurgică :
Deoarece există o mare diversitate de elemente de aliere, efectele acestora asupra tendinţei de formare a constituenţilor de călire se pot estima cu ajutorul Ce, mărime ce este utilizată şi pentru determinarea temperaturii de preîncălzire, estimarea durităţii maxime în ZIT, stabilirea temperaturilor de topire şi critice de transformare.
Relaţiile propuse pentru calculul Ce sunt de forma :
Ce = C + A1Si + A2Mn + A3Cu + + A10Ti
Materiale utilizate
Ansamblul de studiat :
Grindă de ridicare, desen nr. 1841703087.
Greutate ansamblu : 1310 kg.
Materialul din care este confecţionat subansamblul : OL 37
Materialul utilizat
Din STAS 500/2 – 88, se extrage compoziţia chimică pentru oţelul de uz general pentru construcţii, tabelul 1, pagina 2:
Marca
oţelului Clasa de
calitate Compoziţia chimică, %, max. Gradul de
dezoxidare
C Mn P S
OL 37 1; 1a; 1b 0,25 0,85 0,065 0,065 -
Din STAS 500/2 – 88, se extrag caracteristicile mecanice şi tehnologice pentru oţelul de uz general pentru construcţii, tabelul 2, pagina 3:
Marca
oţelului Clasa de
calitate Produse cu grosimea sau diametrul a, mm
Limita de
curgere1)
ReH(Rp0,2)
N/mm2
min Rezistenţa
la tracţiune
Rm
N/mm2 Alungirea la rupere
A, %,
Pentru
L0=5,65S00,5
min Rezilienţa 5)
KCU 300/2
J/cm2
min.
OL 37 1 240 360 440 25 69
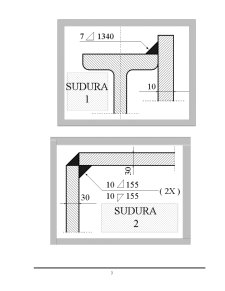
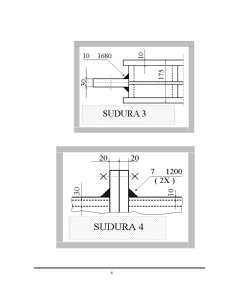
Se prezintă în continuare cele 4 suduri de studiat, care fac parte din ansamblul ‘’Grindă de ridicare’’.
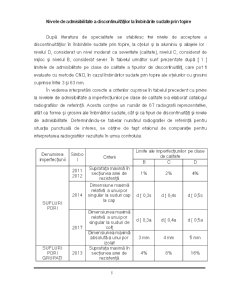
Nivele de admisibilitate a discontinuităţilor la îmbinările sudate prin topire
După literatura de specialitate se stabilesc trei nivele de acceptare a discontinuităţilor în îmbinările sudate prin topire, la oţeluri şi la aluminiu şi aliajele lor : nivelul D, considerat un nivel moderat ca severitate (calitate), nivelul C, considerat de mijloc şi nivelul B, considerat sever. În tabelul următor sunt prezentate după [ 1 ] limitele de admisibilitate pe clase de calitate a tipurilor de discontinuităţi, care pot fi evaluate cu metode CND, în cazul îmbinărilor sudate prin topire ale oţelurilor cu grosimi cuprinse între 3 şi 63 mm.
În vederea interpretării corecte a criteriilor cuprinse în tabelul precedent cu privire la nivelele de admisibilitate a imperfecţiunilor pe clase de calitate s-a elaborat catalogul radiografiilor de referinţă. Acesta conţine un număr de 67 radiografii reprezentative, atât ca forme şi grosimi ale îmbinărilor sudate, cât şi ca tipuri de discontinuităţi şi nivele de admisibilitate. Determinându-se tabelar numărul radiografiei de referinţă pentru situaţia punctuală de interes, se obţine de fapt etalonul de comparaţie pentru interpretarea radiografiilor rezultate în urma controlului.
Preview document












































Conținut arhivă zip
- Controlul Imbinarilor Pieselor Sudate.doc
Alții au mai descărcat și

I. MEMORIUL DE CALCUL 1. Prezentarea constructiv-functionala a principalelor tipuri de separatoare (degazoare, aparate pentru decantare si...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

Memoriu justicativ Sudarea este un procedeu de imbinare nedemontabila a doua materiale, prin formarea unei legaturi omogene intre atomii marginali...

1. Introducere 2. ASAMBLARI NEDEMONTABILE Asamblarile nedemontabile sunt acele asamblari la care,pentru desfacerea pieselor este necesar sa se...

CAPITOLUL 1. Noţiuni introductive 1.1.Descrierea macaralei Maşinile de ridicat şi de transportat sunt destinate deplasării greutăţilor. O...

CAPITOLUL I COMPORTAREA LA SUDARE A MATERIALELOR SUDABILITATEA OŢELURILOR I.1. Generalităţi În cursul realizãrii şi exploatãrii construcţiilor...

Introducere Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din...

Descriere Constructia sudata care face obiectul proiectului de fata face parte din mecanismul de ridicare electrozi al instalatiei de tratare a...

Avarii în structurile sudate - avariile ( adică distrugerea totală sau parţială a structurilor sudate) au apărut de la primele construcţii sudate;...

CAPITOLUL 1 NOŢIUNI INTRODUCTIVE 1.1. Scurt istoric Sudarea, conform STAS 5555/1-81, este operaţia de realizare a unei îmbinări nedemontabile...