Cuprins
- 1.Prezentarea unei metode de control tehnic nedistructiv ce poate fi aplicat in vederea depistarii unor posibile efecte, la nivelul cordoanelor de sudura 3
- 1.1 Controlul nedistructiv al fisurilor cu pulbere magnetică (MT) 3
- 1.2 Controlul nedistructiv cu ultrasunete 7
- 1.3 Controlul nedistructiv cu lichide penetrante 8
- 1.4 Controlul nedistructiv cu curenți turbionari 10
- 2. Identificarea zonelor de maxima concentrare a tensiunilor cu punerea in evidenta a factorilor de concentrare mecanica locali/globali/volumici 12
- 2.1 Alegerea materialului si calculul tensiunii admisibila 12
- 2.2.Calculul tensiunilor admisibile la temperatura de calcul si grosimea de perete 15
- 2.2.1 Calculul grosimii de perete aferent cilindrului 15
- 2.2.2 Calculul grosimii de perete aferent elipsoidului 16
- 2.3.Stabilirea coordonatelor pentru modelare 18
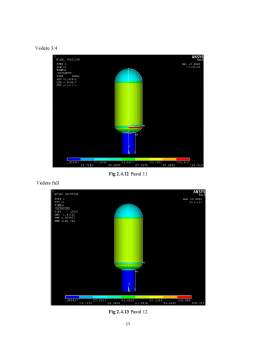
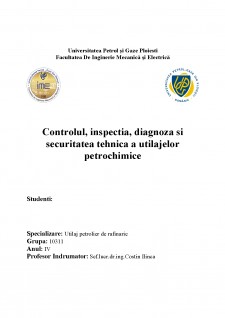
- 2.4.Realizarea modelului in ANSYS 19
- Bibliografie 26
Extras din proiect
1. Prezentarea unei metode de control tehnic nedistructiv ce poate fi aplicat in vederea depistarii unor posibile efecte, la nivelul cordoanelor de sudura
Fig 1.1 Sudura Fig 1.2 Sudura
1.1 Controlul nedistructiv al fisurilor cu pulbere magnetică (MT)
Prescurtarea vine din limba engleză “Magnetic Particle Testing”. În spațiul lingvistic german se folosea înainte MP (Magnetpulver Prüfung) sau MPR ( Magnet-Pulver-Rissprüfung), respectiv MR.
Principiul MT:
Piesele supuse controlului nedistructiv trebuie să fie magnetizate în mod corespunzător. De aceea MT este adecvat numai pentru materialele magnetizabile (feromagnetice). Acestea sunt preponderent piese din fier sau oțel. Atenție: există și oțeluri nemagnetice (austenitice, inoxidabile). Prin magnetizare, pe fisurile de pe suprafața materialului - mai redus și la defecte din interiorul materialului, apropiate de suprafață - se produce un flux magnetic de dispersie. Acesta atrage, ca un magnet permanent, particule magnetizabile (de exemplu pulbere fină de oțel sau oxid de fier feromagnetic ( Fe3O4 sau Fe2O3 ) și le reține. Deoarece fluxul de dispersie și odată cu el și depozitul de pulbere este mai lat decât deschiderea fisurii pe suprafață, indicația rezultată este mai ușor observabilă pentru ochiul omenesc decât fisura însăși. Această afirmație este valabilă în special atunci când pulberea formează un contrast de culoare cu suprafața piesei de controlat
Pentru producerea unui flux magnetic de dispersie este necesar un câmp magnetic care trebuie să traverseze fisura pe cât posibil perpendicular, vezi fig.1. Dacă poziția fisurii nu poate fi prevăzută, trebuie efectuate minim două magnetizări. Când piesa supusă controlului nedistructiv este străbătută de un curent electric suficient de intens, apare așa-numitul câmp circular. Acesta produce un flux magnetic de dispersie optim pe fisurile longitudinale.
Longitudinal înseamnă în direcție axială, adică pe linia care unește cele două contacte electrice. Fisurile perpendiculare pe această linie nu reprezintă un obstacol pentru câmpul circular, nu dau naștere unui flux magnetic de dispersie și deci nu produc indicații. Pentru detectarea lor este nevoie de un câmp magnetic în direcția axei piesei. Pentru aceasta se poate folosi alternativ fie o bobină. Fisurile orientate oblic față de direcția de magnetizare sunt recunoscute chiar și atunci când direcția lor se abate cu mai mult de ± 45 0 față de aceasta.
Fig.1.1.1: Formarea unui flux magnetic de dispersie
Pentru a clarifica noțiunile de suficient, respectiv optim, este necesară explicarea curbei de magnetizare, . Odată cu creșterea intensității câmpului magnetic H, are loc o creștere a inducției B - numită și densitate de flux sau densitate de linii de câmp - produsă în piesa supusă controlului nedistructiv. Valoarea optimă este atinsă când creșterea este cea mai abruptă. În formula care descrie acest proces:
B = μ0 ∙μrel∙H (1.1)
Factorul μrel are în acel punct valoarea cea mai mare. μrel este așa-numita permeabilitate relativă. μ0 este numită constantă de inducție, valoarea ei fiind astfel aleasă încât μrel în vid să aibă valoarea 1. Substanțele “nemagnetice”, denumite corect din punct de vedere fizic substanțe “diamagnetice” și “paramagnetice”, au această constantă situată puțin sub 1, respectiv peste 1. În cazul substanțelor “feromagnetice”, această constantă are valori mult mai mari, situate între 100 și 1000. Acestei categorii îi aparțin, în afară de fier și de majoritatea oțelurilor, și metalele rare nichel și cobalt.
Bibliografie
[1] Suport curs CIDST
[2] http://www.solutiicnd.ro/blog/controlul-nedistructiv-al-fisurilor-cu-pulbere-magnetică-mt/
[3] https://ro.wikipedia.org/wiki/Control_nedistructiv
[4] http://docshare01.docshare.tips/files/11646/116460264.pdf
[5] https://biblioteca.utcluj.ro/files/carti-online-cu-coperta/378-3.pdf
[6] https://www.google.com/search?q=sudura&tbm=isch&ved=2ahUKEwih5M_kocDpAhXoMewKHbEZDQ8Q2-cCegQIABAA&oq=sudura&gs_lcp=CgNpbWcQAzICCAAyAggAMgIIADICCAAyAggAMgIIADICCAAyAggAMgIIADICCAA6BAgjECc6BAgAEENQ1wZY4RJgixRoAXAAeACAAbsBiAG1CJIBAzAuN5gBAKABAaoBC2d3cy13aXotaW1n&sclient=img&ei=I_7DXuHGCejjsAexs7R4&bih=840&biw=1699&client=opera&hs=Qk7
Preview document

























Conținut arhivă zip
- Controlul, inspectia, diagnoza si securitatea tehnica a utilajelor petrochimice.docx
Alții au mai descărcat și

Tema: sa se calculeze deplasarile unei structuri; Structura: arbore , cu canal de pana rotund la un capat; Pentru calcularea deplasarilor am...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...