
Extras din proiect
Capitolul 1
Locul si rolul dispozitivelor de manipulare
automata in sistemele flexibile de fabricatie
1.1. Introducere
Definitie. Dispozitivele de manipulare automata - DMA (instalatii aducatoare/ evacuare - IA/E) reprezinta o componenta a subsistemului de manipulare ale carei functiuni sunt generarea anumitor miscari ale obiectului de lucru si efectuarea acestora in conformitate cu o logica secventiala si cu cerintele de manipulare care urmeaza a fi realizate.
Orice tehnologie reprezinta un proces de fabricatie, destinat obtinerii unui produs, sau o parte a unui produs, sau servicii. Prin aceasta se intelege totalitatea operatiilor de prelucrare si manipulare care concura la realizarea produsului sau serviciului. Procesele de fabricatie sunt strict legate de sistemele de fabricatie.
Termenul de proces are semnificatia de ,,succesiune a starilor" prin care trece un produs in desfasurarea sa temporara, transformarea anumitor elemente in cadrul fenomenului de productie, transformarea orientata ca scop si decurgand din aplicarea unor cunostinte.
Prin sistem de fabricatie se intelege totalitatea mijloacelor tehnice (masini, dispozitive, scule, instalatii, programe) si a relatiilor intre acestea care contribuie la realizarea fabricatiei. Procesele de fabricatie si sistemele de fabricatie au avut o evolutie ascendenta de-a lungul timpului dinspre sistemele simple, rigide spre sisteme flexibile de mare complexitate.
Odata cu cresterea necesitatii unei mari cantitati dintr-un anumit tip de produs a aparut notiunea de productie de masa. Organizarea sistemului de productie de masa se afla in opozitie cu productia individuala precum si cu productia de serie. Apar in acest sens elemente de automatizare a productiei si conceptia produselor se organizeaza pe principiul modularizarii si al interschimbabilitatii. Modularizarea consta in compunerea unui produs din mai multe module (elemente) tipizate. Interschimbabilitatea este o maniera de proiectare si executie, care asigura utilizarea in conditii identice a unui produs tipizat, indiferent care este ansamblul in care este folosit. Industria automobilului a devenit principala beneficiara a celor mai tehnici de automatizare si un domeniu propice de aplicare a tehnologiilor de masa.
Progrese s-au inregistrat si in productia de masini-unelte etc. Toate aceste acumulari cantitative si calitative fac ca in anii 1913-1914 sa se organizeze primul
flux tehnologic pentru asamblarea automobilelor (de catre Henry Ford) in 84 de posturi. O alta etapa a evolutiei sistemelor de fabricatie o constituie aparitia liniilor de transfer tehnologic, la care un numar de masini-unelte lucreaza simultan operatii distincte la acelasi tip de piesa, urmand ca piesele sa treaca ritmic de la un post de lucru la altul astfel incat la fiecare tact al liniei se va obtine o piesa finita si se introduce in flux un semifabricat nou.
Trecerea la alt tip de produs implica o insemnata restructurare, motiv pentru care acest sistem de fabricatie se numeste sistem rigid de fabricatie.
Nevoia de schimbare rapida a tipului de produs impusa de cerintele pietei a condus la aparitia sistemelor flexibile de fabricatie (SFF), in care se poate prelucra o mare varietate de produse pe acelasi utilaj cu cheltuieli minime de adaptare.
In cadrul SFF seria de produse este restransa aparand astfel o mare varietate de loturi de fabricatie de dimensiuni variabile. Intre productia in flux si cea pe loturi de fabricatie apar urmatoarele diferente semnificative:
o reglaje diferite ale sculelor;
o sisteme de orientare si fixare diferite a pieselor;
o semifabricate diferite;
o planuri de productie diferite;
o desene de executie diferite.
Toate aceste particularitati apar simultan la un numar mare de masini-unelte si posturi de lucru, fapt ce determina serioase dificultati in organizarea productiei. In urma evolutiei spectaculoase a nivelului tehnic mondial s-au impus cateva solutii ajutatoare in acest sens:
o aplicarea tehnologiilor de grup;
o introducerea masinilor cu comenzi numerice;
o introducerea robotizarii;
o conducerea prin calculator a productiei.
1.2. Procese de fabricatie si sisteme de fabricatie
Procesul de fabricatie, definit anterior este strans legat de sistemul de fabricatie. Orice proces de fabricatie se imparte intr-un numar limitat de procese partiale de fabricatie care necesita aplicarea unor procedee diferite de fabricatie. Suma procedeelor de fabricatie necesare pentru realizarea proceselor partiale de fabricatie constituie tehnologia fabricatiei. Procedeele de fabricatie vor fi definite din punct d evedere tehnologic prin operatii si succesiuni de operatii, caracteristice echipamentelor de lucru si a materiei prime care sufera transformare.
Operatiile care definesc procedeele de fabricatie espectiv procesele partiale de fabricatie se clasifica in doua mari grupe, dupa rolul lor in cadrul procesului si dupa efectele lor asupra materiei prime, astfel: operatii de prelucrare, operatii de manipulare.
Operatiile de prelucrare realizeaza schimbarea formei, dimensiunilor, starii de agregare, consistentei, proprietatilor fizico-chimice, proprietatilor mecanice, etc.
Operatiile de manipulare realizeaza schimbarea situarii obiectelor, sculelor sau dispozitivelor si obtinerea unor date despre acestea.
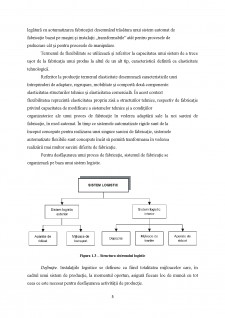
Dupa modul de organizare procesele de fabricatie se clasifica conform schemei din figura 1.1 in: rigide sau flexibile; clasice, mecanizate sau automatizate.
Bibliografie
1. Tocut Pavel Danut, Tripe Vidican Aron - Dispozitive pentru sisteme de fabricatie - Editura Universitatii din Oradea, 2007
2. Tripe Vidican Aron, Tocut Pavel Danut, Tarca Radu - Proiectarea dispozitivelor, indrumator de laborator - Editura Universitatii din Oradea, 2009
3. Ionut Gabriel Ghionea - Proiectare asistata in CATIA V5, elemente teoretice si aplicatii - Editura Bren, Bucuresti, 2014
4. Kovacs Fr., s.a. - Sisteme de fabricatie flexibila - Editura Universitatii din Oradea, 1999
5. Ivanov A.P. - Mecanizarea, automatizarea proceselor tehnologice in constructia de masini - Editura Tehnica, Bucuresti. 1961
6. Georgescu G.S. - Indrumator pentru ateliere mecanice - Editura Tehnica, Bucuresti, 1972
7. http://www.tracepartsonline.com/(S(x0fbt1k4ltqyeknabyw3qhrc))/partdetails.aspx?partId=32-02052011-104822
8. http://www.grabcad.com
9. http://emasiniunelte.ro/blog/masina-de-indoit-tevi-principii-de-functionare/
10. hht://www.ttonline.ro
Preview document

























Conținut arhivă zip
- Ansamblu
- Ansamblul.CATProduct
- ansamblul.jpg
- cala.CATPart
- masa cu tevi.CATProduct
- perete_1.CATPart
- perete_2.CATPart
- Ramp_B.CATPart
- teava.CATPart
- proiect
- button_masa
- 22271.model
- 22271.txt
- 42416.log
- 42416.model
- 42416.txt
- 42418.log
- 42418.model
- 42418.txt
- 45-2d36_1a20_000.model
- 45-2d36_1a20_000.txt
- button house.CATProduct
- carcasa.CATPart
- screw_iso_10642-m8x65-8_8.model
- screw_iso_10642-m8x65-8_8.txt
- screw_iso_4762-m8x65-8_8.model
- screw_iso_4762-m8x65-8_8.txt
- cilindru
- conecctor.CATPart
- Cylinder.CATPart
- Exhaust.CATPart
- Hydraulic Cylinder-intake.CATPart
- Hydraulic Cylinder.CATProduct
- hydraulic-cylinder--10.zip
- ISO_4014_M5x35_STEEL_GRADE_A_HEXAGON_HEAD_BOLT.CATPart
- ISO_4014_M5x50_STEEL_GRADE_A_HEXAGON_HEAD_BOLT.CATPart
- piston.CATPart
- untitled.79.jpg
- untitled.80.jpg
- interface
- Renderings
- HG1-F Touch Screen.306.jpg
- HG1-F Touch Screen.307.jpg
- HG1-F Touch Screen.308.jpg
- HG1-F Touch Screen.309.jpg
- HG1-F Touch Screen.311.jpg
- switch
- selector_switch_027561_ew.model
- selector_switch_027561_ew.txt
- HG-1F.zip
- HG1-F Touch Screen.CATProduct
- HG1-F Touch Screen.stl
- HG1-F Touch Screen.stp
- ID_1.CATPart
- ID_1_1.CATPart
- ID_1_10.CATPart
- ID_1_11.CATPart
- ID_1_12.CATPart
- ID_1_13.CATPart
- ID_1_15.CATPart
- ID_1_16.CATPart
- ID_1_17.CATPart
- ID_1_18.CATPart
- ID_1_2.CATPart
- ID_1_20.CATPart
- ID_1_21.CATPart
- ID_1_22.CATPart
- ID_1_23.CATPart
- ID_1_24.CATPart
- ID_1_3.CATPart
- ID_1_4.CATPart
- ID_1_6.CATPart
- ID_1_7.CATPart
- ID_1_8.CATPart
- ID_1_9.CATPart
- partea de actionare
- cilindru
- achtung.CATPart
- fixed part.CATPart
- tija.CATPart
- bara 1000x50.CATPart
- bara filetata fi10.CATPart
- bara suport.CATPart
- bolt_iso_7411-m22x85-8_8.model
- bolt_iso_7411-m22x85-8_8.txt
- bolt_iso_7411-m22x90-8_8.model
- bolt_iso_7411-m22x90-8_8.txt
- bucsa.CATPart
- cadrul de actionare.CATProduct
- capacul.CATPart
- din7968_m20x105-5_6.model
- din7968_m20x105-5_6.txt
- din_en_24017_m8x60.model
- din_en_24017_m8x60.txt
- din_en_24017_m8x80.model
- din_en_24017_m8x80.txt
- din_en_28673-m8x1-6.model
- din_en_28673-m8x1-6.txt
- ef.CATPart
- Gyjon of HYDCYLINDER 1.CATPart
- Hydraulic__Cylinder_1.1.CATProduct
- ID_1_25.CATProduct
- Lagar.CATPart
- lateral cadru.CATPart
- Lid of Hydraulic Cylinder 1.CATPart
- m10x1_5x80ansi_b18_2_3_2m.model
- m10x1_5x80ansi_b18_2_3_2m.txt
- Main Part of HYDRAULIC Cylinder 1.1.CATPart
- Nut of HYD Cylinder 1.CATPart
- nut_iso_4035_-_d_m22_-_04.model
- nut_iso_4035_-_d_m22_-_04.txt
- Part36.CATPart
- Part37.CATPart
- Part38.CATPart
- Part39.CATPart
- Part40.CATPart
- Part42.CATPart
- Part43.CATPart
- Part44.CATPart
- Part45.CATPart
- Part46.CATPart
- Part47.CATPart
- Part48.CATPart
- Part49.CATPart
- Part51.CATPart
- Part52.CATPart
- Part53.CATPart
- Part54.CATPart
- Part55.CATPart
- Part56.CATPart
- Part57.CATPart
- Part58.CATPart
- Part59.CATPart
- piulita M20.CATPart
- placa laterala fata.CATPart
- placa spate.CATPart
- Rola.CATPart
- Screw of HYDCYL 2.CATPart
- Screw of Hydraulic CYL 1.CATPart
- suport interfata.CATPart
- Symmetry of Lid of Hydraulic Cylinder 1.CATPart
- teava_01.CATPart
- Washer of HYD Cylinder 1.CATPart
- rod_0
- 200_mf1_mmb_m_1_1_125__c_1_1_rn_14.model
- 200_mf1_mmb_m_1_1_125__c_1_1_rn_14.txt
- bara legatura fata jos.CATPart
- bara legatura fata sus.CATPart
- bara legatura spate.CATPart
- cadru fata.CATPart
- cadru spate1.CATPart
- masa.CATProduct
- nit.CATPart
- opritor.CATPart
- panta.CATPart
- parghia.CATPart
- partea din spate.CATProduct
- protectia laterala.CATPart
- protectia spate.CATPart
- screw_iso_4762-m6x40-8_8.model
- screw_iso_4762-m6x40-8_8.txt
- stift.CATPart
- tabla separatoare.CATPart
- Dispozitiv de indoit tevi.docx
Alții au mai descărcat și

O întreprindere este profitabilă dacă realizează produse competitive. In condiţiile actuale ale economiei de piaţă şi ale globalizării pieţelor,...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Lucrarea de laborator nr.1 1. Cunoasterea operatiilor, a ştantelor şi matriţelor 1.1. Scopul lucrãrii. Lucrarea are drept scop sã prezinte...

9.1. Aspecte de bază ale procesului de îndoire Îndoirea este o operaţie de deformare plastică a semifabricatului realizată prin încovoiere plană...
Te-ar putea interesa și

GENERALITATI Evacuarea reprezintă partea din procesul de funcţionare a motorului în cursul căruia gazele de ardere părăsesc cilindrul. Conditia...

CAPITOLUL I. Istoricul firmei Armatura 1.1. Istoricul firmei Istoria fabricatiei de articole de robinetarie in Romania, se suprapune pana la...

1. PREVEDERI LEGISLATIVE ASUPRA EMITERII AUTORIZAŢIEI DE MEDIU Etapele din procedura de reglementare se desfăşoară conform Ordinului nr.863/2002...

MEMORIU TEHNIC Instalaţii termice interioare Prezentul memoriu se referă la instalaţiile termice interioare aferente obiectivului denumit...

PREZENTAREA SOCIETAŢII COMERCIALE S.C UNIVERSAL EDIL S.A LUPENI. ISTORIC.OBIECT DE ACTIVITATE. DOTARI 1.1 ISTORIC Istoria dezvoltarii Vaii Jiului...

1. Metode de îndoire Semifabricatele supuse operaţiei de îndoire sunt: table, bare, ţevi, sârme, profiluri. Metodele de îndoire sunt: - după...

I. Descrierea societatii Cu o vechime de 87 ani in peisajul industriei romanesti de constructie a masinilor unelte, SIMEROM se prezinta astazi ca...

S.C. SEATS S.R.L. are ca scop producerea de tuburi pentru industria auto şi îşi propune ca în cel mai scurt timp posibil să devină un jucător...