
Cuprins
- Capitolul I. Date iniţiale
- I.1 Schiţa reperelor de sudat
- I.2 Calculat greutatea piesei
- I.3 Inventarierea sudurilor
- Capitolul II. Procedeul de sudare
- II.1 Alegerea procedeului de sudare mecanizat optim prin topire (MAG)
- II.2 Alegerea echipamentului de sudare
- II.3 Alegerea parametrilor regimului de sudare
- Capitolul III. Elaborarea unei scheme cinematice care să asigure mişcările relative între capul de sudare şi piese
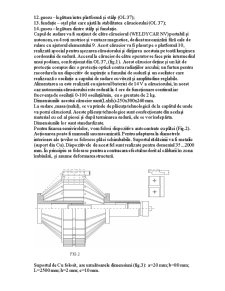
- Capitolul IV. Se alege o soluţie constructivă şi aceasta are o serie de componente. Maxim 2 componente se vor dimensiona.
- Capitolul V. Dispozitivul va fi pus în mişcare de către un motor electric în curent continuu, care să permită reglarea vitezei. În funcţie de dispozitiv se estimează puterea minimă necesară a motorului şi turaţia. Alegerea motorului.
- Capitolul VI. Schema electrică care să cuprindă limitatoare de cursă care sunt necesare pentru a defini ciclul de sudare.
- Capitolul VII. Norme de protecţia muncii
Extras din proiect
Capitolul I. Date iniţiale
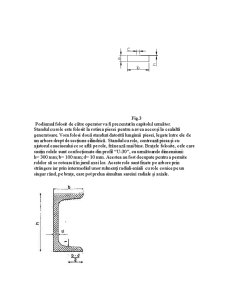
I.1. Schiţa reperelor de sudat
Acest proiect se realizează în vederea asamblării nedemontabile, prin sudare cu arc electric în mediu de gaz protector (M.A.G.), a două semivirole prinse în puncte de sudură (hafturi). Sudura se execută pe generatoare, pe o parte iar suportul la rădăcină este confecţionat din Cu. Materialul de bază este OLT 35.2K, iar materialul de adaos este G3Si1 cu protecţie de gaze (Corgon 18). În figură am prezentat semivirolele asamblate la poziţie şi cotele acestora.
I.2 Calculat greutatea piesei
Diametrul virolelor (De=900 mm), iar lungimea (Lc= 2500 mm), grosimea (δ=16 mm), densitatea oţelului (ρ=7.85 g/cm3). Sudarea se va executa cap la cap în profil Y. Greutatea piesei este calculată cu formula următoare:
G=887 kg.
I.3 Inventarierea sudurilor
Nr.
crt. Rostul imbinarii
sudate Elementele rostului Ac,
Lc,
Poziţia de
sudare Clasa de execuţie Nr. îmbinări identice
S1 S2 b c α mm2 mm - - -
1
16 16 2 3 60° 155 2500 PA I 2
Capitolul II. Procedeul de sudare
II.1 Alegerea procedeului de sudare mecanizat optim prin topire (MAG)
Am ales procedeul de sudare mecanizat prin topire cu arc electric în mediu de gaz protector (MAG) datorită productivităţii ridicate, aspectului estetic plăcut, accesibilitatea ca preţ al aparatului de sudare.
II.2 Alegerea echipamentului de sudare
OPTIMAG 500S, al firmei SAF-FRO (Air Liquide-Ductil- Buzău) precum şi căruciorul portabil autonom cu 4 roţi motrice şi ventuze magnetice, de sudare, WELDYCAR NV, tot al firmei SAF-FRO. Caracteristicile foarte bune ale sistemului de sudare conduc la o calitate sporită a îmbinării.
Power supply 220 to 240/380/400/415/440 V
50/60 Hz Three-phase
Primary consumption 77 A - 43 A
No-load voltage 61 V
Welding current 40 – 520A
Duty cycle
10min. (at 40°C) 40% -
60% 520 A
100% 370 A
Wirefeed 4 rollers
0.8 to 2.4 mm
Dimensions (L x w x h) 1120 x 712 x 1330 mm
Weight 200 kg
Preview document










Conținut arhivă zip
- ansamblul 1.dwg
- Capitolul I.doc
- coperta MAPS.doc
- Etapele proiectului.doc
- podium.dwg
- Schema cinematica.dwg
Alții au mai descărcat și

Oteluri Generalitati Otelul reprezinta la ora actuala materialul tehnic cu cea mai mare raspandire in industrie. Aceasta se explica prin...

1. SUDAREA CU ARC ELECTRIC Sudarea reprezintă procedeul fizico-chimic prin care se realizează o îmbinare iemontabilă între două componente....

1 ALEGEREA MOTORULUI ELECTRIC ŞI CALCULUL CINEMATIC AL MECANISMULUI DE ACŢIONARE 1.1 Alegerea motorului electric 1.1.1 Determinăm puterea...

ARGUMENT Acest proiect l-am conceput ca un totunitar, care este subdivizat în mai multe capitule. Lucrarea ca atare se referă atât la sudarea...

Tema de proiect propune efectuarea calculului de verificare a unui cazan folosind drept combustibil pacura, cazan cu circulatie naturala care sa...

Sa se proiecteze o pompa centrifuga monoetajata cunoscind urmatoarele date de proiectare: 1. Date de priectare Sarcina : H=20 m Debitul :...

1. INTRODUCERE 1.1 Noţiuni introductive - poluarea Poluarea reprezintă contaminarea mediului înconjurător cu materiale care interferează cu...

MEMORIU TEHNIC 1. CONDITII DE UTILIZARE A REDUCTOARELOR DE UZ GENERAL Reductoarele cu angrenaje cilindrice, conice, conico-cilindrice si melcate...
Te-ar putea interesa și

Capitolul 1 FABRICAREA PIESELOR DE TIP ARBORE 1.1. Forme constructive, materiale şi condiţii tehnice In clasa pieselor tip arbore sunt incluse...