Extras din proiect
Capitolul 1
1.1 Metode si mijloace pentru determinarea abaterilor de pozitie
Abaterea de poziţie este abaterea de la dimensiunea nominală a unei suprafeţe, a axei ei, a unui profil sau a unui plan de simetrie faţă de baza de referinţă, sau abaterea de la poziţia nominală reci¬procă a unor suprafeţe, a axelor lor, a unor profiluri, sau a planelor de simetrie (v. STAS 7391/3, 4, 5-74).
Conform STAS 7384-66 abaterile de poziţie se clasifică în : abateri de la paralelism APl, abateride la perpendicularitate APd, abateri de la înclinare APî, abateri de la coaxialitate TPc, abateri de la simetrie APs si abateri de la intersectare APx.
Definirea acetor abateri, a toleranţelor lor, precum şi multe scheme de măsurare se găsesc în standardul menţionat.
La măsurarea acestor abateri, se folosesc diferite mijloace ca : rigle, cale, aparateindicatoare, dornuri fixe şi autocentrante, mă¬suri si aparate pentru măsurat unghiuri, lame divizoare, oglinzi plane, colimatoare, lunete autocolimatoare, precum şi mijloace interferenţiale. Există numeroase dispozitive specializate, care ser¬vesc la verificări în serie în industria constructoare de maşini siîn mecanica fină. (fig.1), reprezintă cîteva scheme de măsurare a abaterilor de poziţie cu luneta autocolimatoare.
Se menţionează faptul că determinarea poziţiei relative a axelor arborilor şi alezajelor prezintă greutăţi considerabile din cauza lipsei mijloacelor de materializare a cilindrului adiacent.La prelucrarea mai multor suprafeţe concentrice, apar abateri de poziţie statice şi dinamice. Abaterile dinamice sînt cauzate de vibraţii
Fig 1.1 Exemple de măsurare a abaterilor de poziţie cu luneta auto¬colimatoare
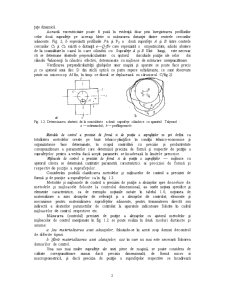
Ele cresc liniar cu dezechilibrarea dinamică şi parabolic cu turaţia (fără a se acţiona asupra prinderii). Dacă, spre exemplu, la o piesă (fig. 7.52, a) se prelucrează două suprafeţe concentrice A şi E cu turaţii diferite, între aceste suprafeţe apare o excentrici-ţaţe dinamică.
Această excentrici¬tate poate fi pusă în evidenţă doar prin înregistrarea profilurilor celor două suprafeţe pe aceeaşi hîrtie si măsurarea distanţei dintre centrele cercurilor adiacente. Fig. 2, b reprezintă profilurile P± şi P2 a două suprafeţe A şi B. între centrele cercurilor Cl şi Cz există o distanţă e—Q-flv care reprezintă o excentricitate, adicăo abatere de la coaxialitate.în cazul în care cilindrii cu Suprafeţe A şi B SÎnt lungi, este necesar să se determine abaterile perpendicularitate cu ajutorul disculuide poziţie ale celor doi cilindri gadiacenţi la cilindrii efectivi, determinate cu mijloace de măsurare corespunzătoare.
Verificarea perpendicularităţii ghidajelor unor maşini şi apa¬rate se poate face precis şi cu ajutorul unui disc D din sticlă optică cu patru repere echidistante, ce sunt observate printr-un microscop M fix, în timp ce discul se deplasează cu căruciorul C(fig.2)
Fig. 1.2. Determinarea abaterii de la coaxialitate a două suprafeţe cilindrice cu aparatul Talyrond :
a — măsurandul; b — profilogrameîe
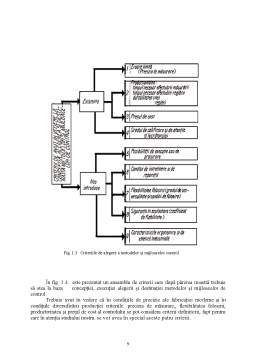
Metodele de control a preciziei de formă si de poziţie a suprafeţelor se pot defini ca totalitatea metodelor create pe baze tehnico-ştiinţifice în condiţii tehnico-economice şi organizatorice bine determinate, în scopul controlării cu precizie şi productivitate corespunzătoare a parametrilor care determină precizia de formă şi respectiv de poziţie a suprafeţelor pentru a vedea dacă aceşti parametri se încadrează în limitele prescrise.
Mijloacele de control a preciziei de formă si de poziţie a suprafeţelor — mijloace cu ajutorul cărora se determină cantitativ parametrii caracteris¬tici ai preciziei de formă şi respectiv de poziţie a suprafeţelor.
Considerăm posibilă clasificarea metodelor şi mijloacelor de control a preciziei de formă şi de poziţie a suprafeţelor ca în fig. 1.3.
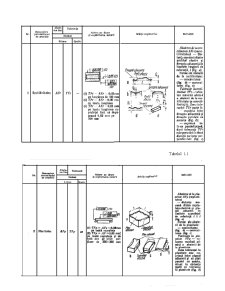
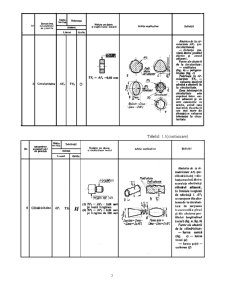
Metodele şi mijloacele de control a preciziei de poziţie a alezajelor spre deosebire de metodele şi mijloacele folosite la controlul dimensional, au unele noţiuni specifice şi elemente caracteristice, ca de exemplu: noţiunile notate în tabelul 1.0; noţiunea de materializare a axei alezajelor de referinţă şi a alezajelor de controlat; elemente şi mecanisme pentru materializarea suprafeţelor adiacente, pentru transmiterea directă sau indirectă a abaterilor parametrilor de controlat la aparatele indicatoare folosite în cadrul mijloacelor de control respective etc.
Măsurarea (controlul) preciziei de poziţie a alezajelor cu ajutorul meto¬delor şi mijloacelor de control menţionate în fig. 1.2. se poate realiza în două. moduri distincte şi anume:
a )cu materializarea axei alezajelor, folosindu-se în acest scop dornuri decontrol de diferite tipuri.
b )fără materializarea axei alezajelor, caz în care nu mai este necesară folosirea dornurilor de control.
Una sau mai multe suprafeţe ale unei piese de maşină, se poate considera de calitate corespunzătoare numai dacă precizia dimensională, de formă micro si macrogeometrică, şi dacă precizia de poziţie a suprafeţelor respective se încadrează limitele prescrise.
Preview document





























































Conținut arhivă zip
- Dispozitive de Control.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

INTRODUCERE Productivitatea muncii sociale, progresul tehnico-ştiinţific, prosperitatea materială a poporului şi capacitatea de apărare a ţării...

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

CAPITOLUL I INTRODUCERE În tehnica de fabricaţie pentru determinarea înfăţişării macro şi microgeometrice pe primul plan stă măsurarea...

INTRODUCERE Iluminatul exterior în comunitățile urbane este utilizat atât pentru orientarea și deplasarea în siguranță pe timp de noapte a...

Capitolul I : Tema de proiectare Să se proiecteze o instalație de obținere a acetatului de vinil cu producția de 8000 t/an, ce funcționează timp...

1. OPERATIUNI PRECONTRACTUALE 1.1 CERCETAREA PIETEI EXTERNE Operatiunile precontractuale au la baza Acordurile Comerciale de lunga durata, precum...

MICROSCOPUL Observarea obiectelor ce nu puteau fi vazute cu ochiul liber a fost posibila initial prin folosirea lupelor si lentilelor. Apoi, prin...