
Cuprins
- Cuprins:
- I. Introducere 2
- II. Conţinutul memoriului pe capitole 3
- 2.1. Analiza desenului de execuţie a piesei 4
- 2.2. Analiza tehnologităţii piesei 5
- 2.3. Alegerea metodei de obţinere a semifabricatului 7
- 2.4. Alegerea metodelor de prelucrare a suprafeţelor 9
- 2.5. Gruparea prelucrărilor pe operaţii. Stabilirea structurii operaţiilor 13
- 2.6. Elaborarea traseului tehnologic 18
- 2.7. Determinarea adaosurilor de prelucrare 23
- 2.8. Alegerea maşinilor unelte 27
- 2.9. Alegerea sculelor aşchietoare şi a verificatoarelor 30
- 2.10 Determinarea regimurilor de aşchiere 33
- 2.11. Normarea tehnică a operaţiilor 41
- Bibliografie 43
Extras din proiect
I. Introducere
Progresul tehnico-ştiinţific, în industria construcţiei de maşini, influenţează puternic dezvoltarea economiei naţionale a republicii.
Creşterea productivităţii muncii este unul din factorii de bază. O însemnătate primordială o are perfecţionarea metodelor tehnologice ale construcţiei de maşini cum sunt: calitatea, siguranţa, economicitatea în exploatare (ce depinde atât de perfecţiunea construcţiei, cât şi de tehnologia de producere). Metodelor progresiste de prelucrare utilizate au un randament sporit, suprafeţele pieselor de lucru obţinîndu-se cu precizie şi calitate înaltă. Aceste metode măresc timpul de exploatare a pieselor şi a maşinilor în ansamblu. La creşterea randamentului se alătură şi folosirea efectivă a maşinilor unelte automate şi a liniilor automatizate, a strungurilor cu comandă numerică, a maşinilor de calcul şi a altor maşini moderne.
Transformările care au loc astăzi în construcţia de maşini sunt îndreptate , în primul rând, spre realizarea unei dezvoltări dinamice în producţia maşinilor-unelte cu comandă numerică (CN), inclusiv a centrelor de prelucrare şi a sistemelor flexibile de prelucrare. Performanţele actuale în domeniul sistemelor de comandă automată, ale tehnicii de microprocesoare, ale electromotoarelor şi ale automatizării electro-pneumatice au deschis largi posibilităţi pentru automatizare nu doar în producţia de serie mare şi de masă, ci şi în producţia de serie mică şi mijlocie, (ce reprezintă în construcţia de maşini circa ¾ din volumul global de producţie).
Perfecţionarea tehnologiei, creşterea nivelului de mecanizare şi automatizare, integrarea sistemelor automatizate de conducere a proceselor tehnologice se obţin în baza dotărilor tehnice. Totodată, pentru automatizarea proceselor tehnologice, creşte rapid folosirea tehnicii de calcul.
Fiecare decizie primită de inginer trebuie să fie bazată pe concluzii făcute din studierea amănunţită a problemei puse în faţă. Trebuie de luat în seamă nu doar problema tehnologică ci şi cea economică a proiectului, ceea ce duce la apariţia necesităţii de alegere a metodelor cît mai optime.
Utilizarea formelor progresiste de organizare a producerii sunt îndreptate spre rezolvarea problemei principale: desăvârşirea procesului de producere şi ridicarea randamentului şi a calităţii producţiei finite.
În acest proiect de an voi elabora un nou proces tehnologic de prelucrare a piesei de tip 421-1307024 cu scopul de a îmbunătăţi condiţiile de prelucrare mecanică a piesei, de a îmbunătăţi condiţiile de muncă, de a spori productivitatea muncii, de a îmbunătăţi calitatea producţiei finite şi ca rezultat de a micşora preţul de cost al produsului.
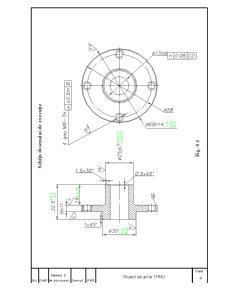
2.1. Analiza desenului de execuţie a piesei
- Cerinţele tehnice referitor la precizia dimensională, la precizia formei, la precizia poziţiei reciproce şi la rugozitate.
Desenul tehnic al piesei este executat în conformitate cu cerinţele STAS 25346 – 82.
Piesa dată face parte din clasa bucşelor şi se numeşte "Butuc de roată" cu numărul de cod 412-1307024, fiind o piesă de tip "Corp de rotaţie", inclusă în grupa a 2-a de complexitate. Pe această piesă sunt suprafeţe cilindrice interioare şi exterioare; suprafeţe frontale; găuri filetate şi fără filet atît pe suprafeţe cilindrice, cît şi pe cele frontale. Totodată piesa are suprafeţe precise şi mai puţin precise. Suprafeţele precise sunt de calităţile: Ø30, Ø25, cu Ra de 2,5μm, iar suprafeţele mai puţin precise au rugozităţile de la Ra=40 μm, dimensiunile de gabarit fiind Ø 68×32,5. Ea este obţinută dintr-un semifabricat turnat din Oţel 45 GOST 1050-88, material ce are calităţi bune de ;ştanţare şi se prelucrează uşor prin aşchiere, burghiere, lărgire şi alezare.
- Caracteristicile de baza ale semifabricatului:
1. Marca materialului Otel 45 GOST 1050-88 duritatea-( 150…235) HRC
2.Matriţarea se execută în conformitate cu cerinţele tehnice ale clasei II de precizie şi se matriţează pe maşini speciale
3. Ra =12.5μm.
4. Masa piesei este de 215g.
Preview document







































Conținut arhivă zip
- Memoriu Doh
- Elaborarea Traseului Tehnologic de Prelucrare Mecanica a Piesei Corp de Rotatienu de sters
- Elaborarea Traseului Tehnologic de Prelucrare Mecanica a Piesei Corp de Rotatie.doc
- titlu.doc
- n2.dwg
- n3.dwg
- n6.dwg
- n7.dwg
- n8.dwg
- Comanda Numerica.dwg
- Drawing9.dwg
- lll.dwg
Alții au mai descărcat și

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

CAP I TEHNOLOGIA DE EXECUŢIE A REPERULUI „ROATĂ DINŢATĂ " 1.1.Analiza constructiv funcţională a piesei de executat Tehnologia de fabricaţie a...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

Capitolul 1. Analiza documentaţiei de execuţie. 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. Reperul face parte din...

I Memoriu tehnic 1. Analiza materialului Semnificaţia simbolului OL52 Notarea marcilor de otel de uz general se face prin simbolul OL urmat de 2...

Capitolul I. Generalităţi Strunjirea este operaţia de prelucrare prin aşchiere pe maşini-unelte, numite strunguri. La aceasta prelucrare, fie se...

Să se proiecteze ştanţa sau matriţa necesară execuţiei piesei din figura 1, producţia anuală fiind ,unde i=6, iar numărul de schimburi 1. fig.1...

1.Analiza functionala constructiva si tehnologica a produsului. Stabilirea principiala a itinerariului tehnologic de prelucrare. Arborii...
Te-ar putea interesa și

INTRODUCERE Productivitatea muncii sociale, progresul tehnico-ştiinţific, prosperitatea materială a poporului şi capacitatea de apărare a ţării...
Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...