Extras din proiect
1. Proiectarea procesului tehnologic de prelucrare mecanica pentru un arbore cu came la o productie anuala de 121000 de bucati.
1.1. Conditii functionale, materiale si semifabricate.
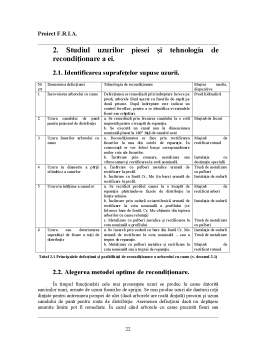
Conditii tehnice. La prelucrarea arborelui cu came se impun cerinte riguroase referitoare la executia camelor, fusurilor, calitatea suprafetelor prelucrate si duritatea acestora (tab.1.1).
Materiale. În concordanta cu conditiile functionale, materialul trebuie sa asigure în urma prelucrarii si tratamentului termic aplicat, rigiditate suficienta si o înalta rezistenta la uzura a camelor si fusurilor de sprijin.
Pentru fabricarea arborelui cu came se utilizeaza otelul sau fonta speciala (tab.1.1).
Conditii tehnice
La executia camelor
Se admit abateri: de 0,04…0,05 mm pe portiunea cilindrica, 0,02…0,05 mm pe profil, 0,1…0,12 mm la înaltime.
Abaterea referitor la pozitia unghiulara 1…2°.
La executia fusurilor
Se admit abateri de maxim 0,01…0,02 mm la conicitate si ovalitate. Abaterea de la coaxialitatea fusurilor sa nu depaseasca 0,04…0,08 mm. Excentricitatea fusurilor intermediare în raport cu cele extreme se limiteaza la 0,015…0,04 mm.
Calitatea si duritatea suprafetelor Pentru came si fusurile de sprijin se prevede rugozitatea Ra=0,4…0,08 ¼m, iar pentru suprafetele pe care se preseaza roti de actionare Ra=1,6 ¼m. Pe suprafetele de lucru ale camelor si fusurilor se cere o duritate de 54…62 HRC.
Materiale
Otel Se folosesc oteluri carbon de calitate sau usor aliate (Cr, Mn Si si uneori Ni) de cementare te tipul OLC 10, OLC 15, STAS 880-79 si 15C08, 18 MC10, STAS 791-79 sau de îmbunatatire de tipul OLC 45X, OLC 55 STAS 880-79 si 45C 10, 31M14 STAS 791-79.
Fonta Fonta cenusie aliata turnata în coji Fonta speciala Fonta cu grafit nodular
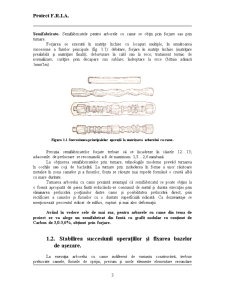
Semifabricate. Semifabricatele pentru arborele cu came se obtin prin forjare sau prin turnare.
Forjarea se executa în matrite închise cu locasuri multiple, în urmatoarea succesiune a fazelor principale (fig. 1.1): debitare, forjare în matrite închise (matritare prealabila si matritare finala); debavurare la cald sau la rece; tratament termic de normalizare; curatire prin decapare sau sablare; îndreptare la rece (bataia admisa 1mm/1m).
Figura 1.1 Succesiunea principalelor operatii la matritarea arborelui cu came.
Precizia semifabricatelor forjate trebuie sa se încadreze în clasele 12…13; adaosurile de prelucrare se recomanda a fi de maximum 1,5…2,6 mm/raza.
La obtinerea semifabricatelor prin turnare, tehnologiile moderne prevad turnarea în cochile sau coji de bachelita. La turnare prin includerea în forme a unor racitoare metalice în zona camelor si a fusurilor, fonta se raceste mai repede formând o crusta alba cu mare duritate.
Turnarea arborelui cu came prezinta avantajul ca semifabricatul se poate obtine la o forma apropiata de piesa finita reducându-se consumul de metal si durata executiei prin eliminarea prelucrarii portiunilor dintre came si posibilitatea prelucrarii direct, prin rectificare a camelor si fusurilor cu o duritate superficiala ridicata. Ca dezavantaje se mentioneaza procentul ridicat de sulfuri, rupturi si mai ales deformatii.
Având în vedere cele de mai sus, pentru arborele cu came din tema de proiect se va alege un semifabricat din fonta cu grafit nodular cu continut de Carbon de 3,0-3,6%, obtinut prin forjare.
1.2. Stabilirea succesiunii operatiilor si fixarea bazelor de asezare.
La executia arborelui cu came indiferent de varianta constructiva, trebuie prelucrate camele, fusurile de sprijin, precum si unele elemente elementare secundare (roata dintata, excentric, etc.). Deoarece raportul dintre lungimea si diametrul arborelui este mare, rigiditatea lui este mica, din care cauza la prelucrare este necesara sprijinirea suplimentara. Pentru a evita torsiunea arborelui în timpul prelucrarii, este bine ca antrenarea sa se faca central sau bilateral. Deoarece în cursul operatiilor de prelucrare rezulta deformari inevitabile, se prevad si operatii de îndreptare (redresare) pe prese (bataia radiala maxima 0,02…0,05 mm, functie de lungime). Camele se prelucreaza prin copiere dupa sablon sau arbori cu came etalon pe masini specializate, fiind necesare operatiile de strunjire, rectificare si superfinisare. În cazul unor semifabricate precise, prelucrarea camelor se face direct prin rectificare.
Etapele principale ale procesului tehnologic, la prelucrarea mecanica a arborelui cu came sunt: alegerea si prelucrarea bazelor de asezare; strunjirea suprafetelor cilindrice, a suprafetelor frontale si a camelor; operatii de rectificare; operatii de control.
Alegerea si prelucrarea bazelor de asezare. Arborele cu came se prelucreaza cu prinderea între vârfuri si sprijinire radiala suplimentara în linete deschise. Pentru executia gaurilor de centrare se utilizeaza masini bilaterale de frezat si centruit specializate.
Dupa executarea gaurilor de centrare se strunjesc si eventual se rectifica fusurile în vederea asezarii în linete. Aceste operatii se executa cu asezarea arborilor între vârfuri si se combina cu prelucrarea si a altor suprafete.
Strunjirea suprafetelor cilindrice, suprafetelor frontale si a camelor. Strunjirea fusurilor, a spatiilor dintre came, a fetelor frontale ale fusurilor si a camelor, se executa pe strunguri semiautomate cu doua sanii, cu multe cutite (fig.1.2).
Preview document





















Conținut arhivă zip
- Fabricarea si Repararea Industriala a Autovehiculelor.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic de fabricatie (pentru o productie de 10000 bucati pe an ) si reconditionare (pentru o productie de 1000 de...

ARGUMENT Am ales acest proiect deoarece FORD a fost prima masina care a fost fabricata in serie. Automobilul este un vehicul rutier, carosat si...

Procesul tehnologic de prelucrare mecanică Condiţii funcţionale, materiale şi semifabricate Condiţii funcţionale Forma geometrică a pieselor...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Sa se elaboreze tehnologia optima de fabricatie pentru reperul&. &, desen nr&&.apartinând utilajului tehnologic&&&&.. Sunt necesare&&&buc. A....
Te-ar putea interesa și

1.1. Alegerea modelelor similare Alegerea initială a elementelor necesare proiectării automobilului se face plecând de la experienta acumulată în...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

CAPITOLUL I 1.Analiza conditiilor tehnico-functionale si a tehnologicitatii pisei si stabilirea sistemului de productie 1.1 Analiza rolului...

1.1Analiza rolului functional, a conditiilor tehnice impuse piesei finite si a tehnologicitatii acesteia. 1.1.1Rolul functional si solicitarile...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

CAP. 1 Analiza condiţiilor funcţionale şi a tehnologicităţii piesei şi stabilirea tipului sistemului de producţie 1.1.Analiza rolului functional,...

Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1. Analiza rolului...

BIELA Biela este organul mecanismului motor care transmite forta de presiune a gazelor de la piston la arborele cotit si transforma misecarea...