Extras din proiect
Enunţul temei :
Să se elaboreze programul-sursă şi programul-piesă pentru comanda numerică a unui sistem de prelucrare, în vederea executării operaţiei de strunjire a piesei AX CANELAT, utilizând programarea numerică generativă cu ajutorul softului CATIA V5.
1. DESENUL (SCHIŢA) PIESEI
Desenul piesei este prezentat in anexa 1 si in foto 1.
foto 1
2. DESENUL SEMIFABRICATULUI
Desenul semifabricatului este prezentat in anexa 2 .
3. SCHIŢA SI PROIECTAREA OPERAŢIEI
Fazele operaţiei:
A. Prinderea piesei;
1. Centruire
B. Indexare
2. Strunjire degroşare
C. Indexare
3. Strunjire degajare (canelare)
D. Indexare
4. Strunjire finisare (teşituri)
F. Desprindere piesă
Faza 1. Strunjire degroşare
• Durabilitatea economică a sculei aşchietoare:
Tec= 30 min
• Adâncimea de aşchiere
-pentru Φ38 t = 1.5 mm
-pentru Φ40 t = 1.5 mm
-pentru suprafaţa frontală de capăt şi pentru celelalte suprafeţe frontale
t = 2 mm
• Avansul de aşchiere
s = 0.5 mm/rot
• Viteza de aşchiere
v = 260 m/min
• Turaţia arborelui principal
n = 2100 rot/min
Faza 2. Strunjire degajare
• Durabilitatea economică a sculei aşchietoare:
Tec= 30 min
• Adâncimea de aşchiere
t = 4 mm
• Avansul de aşchiere
s = 0.1 mm/rot
• Viteza de aşchiere
v = 150 m/min
• Turaţia arborelui principal
n = 1580 rot/min
Faza 3. Strunjire finisare (teşire) I, II
• Durabilitatea economică a sculei aşchietoare:
Tec= 30 min
• Adâncimea de aşchiere
t = 2 mm
• Avansul de aşchiere
s = 0.25 mm/rot
• Viteza de aşchiere
v = 210 m/min
• Turaţia arborelui principal
n = 2010 rot/min
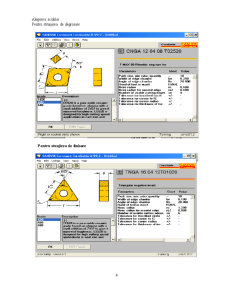
Alegerea sculelor
Pentru strunjirea de degrosare
Pentru stunjirea de finisare
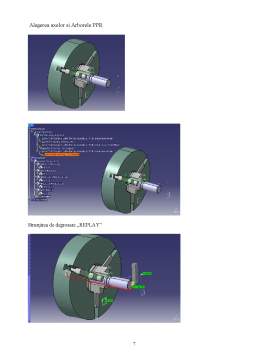
4. PROGRAMAREA NUMERICĂ GENERATIVĂ A OPERAŢIEI DE PRELUCRARE
A. Etapele de prelucrare.
Alegerea sculelor
Pt degrosare cutitul si placuta
Preview document

















Conținut arhivă zip
- Fabricatia Integrata a Produselor.doc
Alții au mai descărcat și

Lucrarea intitulată “ Proiectarea unui motor cu aprindere prin scanteie având puterea de 90kw şi o turaţie de 5800 rot/min” Lucrarea contine 6...

CAPITOLUL 1 INTRODUCERE Proiectarea asistata de calculator (CAD Computer Aided Design) este in present din ce in ce mai utilizata in domenii...

INTRODUCERE Stagilul de practică pentru lucrare de licenţă l-am efectuat în cadrul laboratorului de Tehnologia Fabricării Produselor de la...

CAPITOLUL 1 UTILIZAREA GAZELOR PETROLIERE LICHEFIATE 1.1. GAZELE PETROLIERE LICHEFIATE GPL (LPG) Gazele petroliere lichefiate sunt cunoscute în...

CAPITOLUL 1 INTRODUCERE În ultimul deceniu importurile de maşini cât şi modernizarea liniilor de fabricaţie la fabricile proprii, au dus la...

CAPITOLUL 1 LEGISLAŢIA PRIVIND NORMELE DE POLUARE ÎN DOMENIUL AUTO După un secol de dezvoltare, aproape liberă a automobilului, urmează o...

TEMA DE PROIECT Sã se realizeze calculul de dimensionare al unui motor cu ardere internã având urmatoarele specificatii tehnice: - Tipul...

OBIECTIVELE Proiectului Işi propune evidenţierea elementelor de bază ale proiectării subansamblurilor mecanice, utilizate la autovehicule rutiere....
Te-ar putea interesa și

1. SISTEME DE FABRICAŢIE Conceptul de sistem apare în formă embrionară în filosofia antică greacă. Afirmând că „întregul este mai mult decât suma...

Memoriu justificativ Tema lucrării de diplomă este “Proiectarea şi verificarea unui şasiu spatial sudat utilizând pachete software dedicate”. Ea...

INTRODUCERE Lucrarea „ Proiectarea acţionărilor electropneumatice din componenţa unei staţii de sortare automată” are ca scop prezentarea...

Cap. 1. INTRODUCERE Pentru a reuşi urmărirea tuturor aspectelor cerute de programa analitică a disciplinei de practică, am considerat insuficientă...

1.1 Introducere In ansamblul lor, sistemele de productie sunt intr-o profunda schimbare, iar aceasta este determinata de o serie de factori...

I. Prezentarea firmei Amplasare : S.C. Antibiotice S.A. cu sediul in municipiul Iasi, str. Valea Lupului nr.1 are o suprafata totala de 42,44...

I. ACTIVITATILE LEGATE DE PROCESUL DE PRODUCTIE 1. Aprovizionarea intreprinderii cu materii prime, materiale, utilaje, echipamente, instalatii...

I. Achiziția datelor şi conducerea proceselor cu computerul I.1 Generalități Utilizarea calculatoarelor numerice în industrie şi cercetare se...