
Extras din proiect
Proiectarea frezei disc pentru prelucrarea canalelor de pana
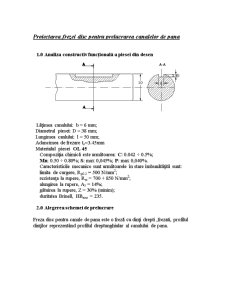
1.0 Analiza constructiv funcţională a piesei din desen
Lăţimea canalului: b = 6 mm;
Diametrul piesei: D = 38 mm;
Lungimea canlului: l = 50 mm;
Adancimea de frezare ts=3.45mm
Materialul piesei OL 45
Compoziţia chimică este următoarea: C: 0.042 ÷ 0.5%; Mn: 0.50 ÷ 0.80%; S: max 0,045%; P: max 0,040%.
Caracteristicile mecanice sunt următoarele în stare îmbunătăţită sunt:
limita de curgere, Rp0.2 = 500 N/mm2;
rezistenţa la rupere, Rm = 700 ÷ 850 N/mm2;
alungirea la rupere, A5 = 14%;
gâtuirea la rupere, Z = 30% (minim);
duritatea Brinell, HBmax = 235.
2.0 Alegerea schemei de prelucrare
Freza disc pentru canale de pana este o freză cu dinţi drepti ,frezati, profilul dinţilor reprezentând profilul dreptunghiular al canalului de pana.
Freza execută o mişcare principală de rotaţie n, concomitent cu deplasarea în lungul axei, a arborelui de prelucrat.
3.0 Alegerea materialului sculei şi a tratamentului termic
Freza va fi executată din oţelul rapid Rp3, având compoziţia chimică şi caracteristicile mecanice conform STAS 7382-80.
Compoziţia chimică este următoarea: C: 0.70 ÷ 0.80%; Mn: max. 0.45%; Si: 0.2 ÷ 0.4%; Cr: 3.60 ÷ 4.40%; Mo: max. 0.6%; W: 17.5 ÷ 19.5%; V: 1.0 ÷ 1.4%; Ni: max. 0.4%; P: max. 0.025%; S: max. 0.02%.
Pentru oţel rapid călit, caracteristicile mecanice sunt următoarele:
-limita de rupere la compresiune: (3.5 ÷ 4) * 103 MPa;
-limita de rupere la încovoiere: (3.6 ÷ 3.7) * 103 MPa;
-duritatea: 61 ÷ 63 HRC.
Partea activă, din oţel rapid Rp3, va fi supusă unui tratament termic preliminar şi a unuia final.
Tratamentul termic preliminar este recoacere de înmuiere la 820-850˚C – în vederea prelucrărilor de degroşare. După degroşare se impune recoacere de detensionare la temperaturi de 600-650˚C, pentru evitarea deformării ulterioare a sculei sub influenţa tensiunilor interne.
După prelucrarea de finisare (înainte de ascuţirea finală) se aplică sculei tratamentul termic de călire, la temperaturi de 1250-1290˚C, cu răcire în baie izotermă având temperatura de 500-550˚C. Încălzirea în vederea călirii trebuie efectuată în trepte, cu menţinerea constantă a temperaturii la 450-600˚C, 850˚C sau/şi 1050˚C. Încălzirea şi răcirea se fac în băi de săruri: pentru temperaturi de 450-600˚C se recomandă folosirea eutecticului ternar SrCl2 + NaCl + KCl, pentru menţinerea la temperatura de 850˚C se foloseşte amestecul de BaCl2 + NaCl, iar pentru încălzirea finală se recomandă ca mediu BaCl2 în amestec cu dezoxidanţi. Răcirea se face în baie de săruri, în trepte.
Pentru scăderea cantităţii de austenită reziduală se recomandă continuarea tratamentului prin frig la temperaturi de până la –80˚C, timp de 30-45 minute. Apoi se vor efectua cel puţin două reveniri, succesive, timp de 60-75 minute fiecare, în scopul durificării secundare.
După prelucrările de finisare, în scopul ameliorării suplimentare a proprietăţilor sculei (duritate şi rezistenţă la uzură) se pot aplica tratamente termochimice de suprafaţă, de tipul nitrurării, sulfizării sau cianurării. Se va aplica cianurare, în urma căreia se ajunge la o duritate a sculei de 69..72 HRC, iar durata de utilizare creşte cu 150-200%.
După tratament, duritatea părţii active trebuie să fie de 62..65 HRC (în cazul cianurării de 69..72 HRC), iar a părţii de prindere de 35..45 HRC.
Preview document























Conținut arhivă zip
- Freza Disc pentru Canal Pana.doc
Alții au mai descărcat și


Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

1.1. NOŢIUNI DE BAZĂ Lucrarea urmăreşte identificarea părţilor componente ale cuţitului de strung şi a sistemului de referinţă constructiv, precum...
Te-ar putea interesa și

La momentul dat avem de proiectat o sculă de tip freza disc modul pentru frezarea roţilor dinţate, ea are o construcţie destul de complicată,...

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

Memoriu de prezentare O problemă importantă a întreprinderilor constructoare de maşini este soluţionarea problemelor, frecării şi uzurii. Date...

1. MEMORIU TEHNIC 1.1. OBIECTUL PROIECTULUI Obiectul prezentului proiect il constituie documentaţia ,in faza de proiect tehnic ,pentru ‘ CONCASOR...

Consideratii generale Transmisiile mecanice dintre motor si masina electrica de lucru maresc sau micsoreaza viteza, respectiv momentul transmis;...

Tema proiectului Sa se proiecteze o un reductor de turatie cu o treapta cu roti cilindrice cu dintii inclinati care intra in componenta unei...

1. Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

PRELUCRAREA CANALELOR 1.1. TIPURI DE CANALE Canalele sunt detalii constructive reprezentând adâncituri pe suprafetele pieselor, cu traseu...