
Cuprins
- 1. Prezentarea operaţiei de burghiere 2
- 1.1. Operaţia de găurire 2
- 1.2. Sculele pentru găurire 3
- 1.2.1. Părţile componente, parametrii constructivi ai burghiului elicoidal 3
- 1.2.2. Parametrii regimului de aşchiere 5
- 1.2.3. Geometria burghiului elicoidal 5
- 1.3. Particularităţile procesului de burghiere 7
- 2. Stadiul actual al cercetarilor in domeniul burghierii cu burghie elicoidale 9
- 2.1. Optimizarea procesului de burghiere 9
- 2.2. Uzura sculei 15
- 2.3. Mediul de lucru 20
- 2.4. Starea suprafetei 22
- 2.5. Oportunitatea si necesitatea cercetarilor 25
- 3. Metodologia cercetării experimentale 27
- 3.1. Uzura sculei și necesitatea ascutirii și reascuțirii 27
- 3.1.1. Uzura burghielor elicoidale 27
- 3.1.2. Ascuţirea şi reascuţirea burghielor elicoidale 27
- 4. Rezultate experimentale privind influenţa metodei de ascuţire asupra forţei şi momentului de aşchiere 34
- 5. Bibliografie 37
Extras din proiect
În construcţia de maşini peste 70% din totalul pieselor prelucrate au unul sau mai multe alezaje, care pot fi înfundate sau pătrunse, cu praguri sau drepte, cilindrice sau conice etc. În comparaţie cu arborii, alezajele se prelucrează în condiţii mai grele. Suprafeţele interioare sunt mai greu accesibile şi nu întotdeauna se poate asigura o rigiditate suficientă şi o ghidare corectă a sculei aşchietoare. De asemenea, nu în toate cazurile se poate realiza o răcire corespunzătoare sculei aşchietoare, iar evacuarea aşchiilor este mai dificilă.
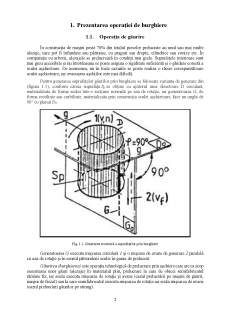
Pentru generarea suprafeţelor găurilor prin burghiere se foloseşte varianta de generare din (figura 1.1), conform căreia suprafaţa Sp se obţine cu ajutorul unei directoare D circulară, materializata de forma sculei într-o secţiune normală pe axa de rotaţie, iar generatoarea G, de forma rectilinie sau curbilinie, materializata prin construcţia sculei aşchietoare, face un unghi de 90° cu planul D0.
Fig. 1.1 Generarea teoretică a suprafețelor prin burghiere
Generatoarea G executa mişcarea circulară 1 şi o mişcare de avans de generare 2 paralelă cu axa de rotaţie şi în sensul pătrunderii sculei în gaura de prelucrat.
Găurirea (burghierea) este operaţia tehnologică de prelucrare prin aşchiere care are ca scop executarea unor găuri (alezaje) în materialul plin, prelucrare la care de obicei semifabricatul rămâne fix, iar scula executa mişcarea de rotaţie şi avans (cazul prelucrării pe maşini de găurit, maşini de frezat) sau la care semifabricatul executa mişcarea de rotaţie iar scula mişcarea de avans (cazul prelucrării găurilor pe strung).
3
Fig. 1.2 Mișcările necesare generării suprafețelor prin burghiere
Pentru executarea operaţiei de găurire se folosesc trei categorii de scule:
- Scule având formă şi diametrul egale cu diametrul găurii (burghie, lărgitoare, adâncitoare, alezoare, tarozi);
- Bare cu cuţite pentru găurire;
- Scule speciale şi combinate.
1.2. Sculele pentru găurire
Burghiele sunt scule destinate prelucrării găurilor în material plin, fiind considerate, în general, drept scule de degroşare. În prelucrările mecanice se întâlnesc multe situaţii în care găurile prelucrate cu burghiul satisfac condiţiile de prelucrare impuse, fără a mai fi necesară finisarea prin alte procedee de aşchiere.
Pentru transformarea întregului adaos de prelucrare în aşchii procedeul foloseşte o sculă de găurire denumită burghiu elicoidal. Acesta este de forma unui corp de revoluţie, prevăzut de regulă cu doi dinţi, fiecare având perechi de tăişuri (principal şi secundar) asemenea unui cuţit pentru strunjire interioară. Diametrul părţii active este egal cu diametrul găurii de prelucrat.
1.2.1. Părţile componente, parametrii constructivi ai burghiului elicoidal
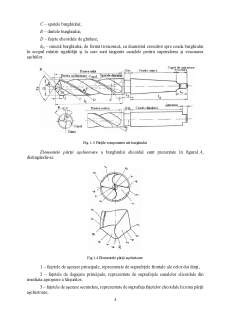
Conform STAS 571-69 părțile componente ale unui burghiu elicoidal sunt, (figura 1.3):
l1 - partea aşchietoare, care participă direct la procesul de formare a aşchiei;
l2 - partea utilă, prevăzută cu canale elicoidale pentru cuprinderea şi evacuarea aşchiilor;
l3 - gâtul burghiului;
l4 - coada burghiului, cilindrică sau conică, reprezentând partea de poziţionare-fixare a acestuia;
l5 - antrenorul burghiului, sau, capătul de evacuare în cazul cozilor conice;
A - canalul elicoidal pentru cuprinderea şi evacuarea aşchiilor;
4
C - spatele burghiului;
B - dintele burghiului;
D - faţete elicoidale de ghidare;
dm - miezul burghiului, de formă tronconică, cu diametrul crescător spre coada burghiului în scopul măririi rigidității și la care sunt tangente canalele pentru cuprinderea și evacuarea așchiilor.
Bibliografie
[1] [A1] Abele E., Fujara M., (2010), Simulation-based twist drill design and geometry optimization, CIRP Annals - Manufacturing Technology, 59, 145 - 150.
[2] [A2] Audy J., (2008), A study of computer-assisted analysis of effects of drill geometry and surface coating on forces and power in drilling, Journal of Materials Processing Technology, 204, 130 - 138.
[3] [B1] Baroiu N., Croitoru C., Berbinschi S., Teodor V., Totolici S., Cutting force and torque at a drilling with curved cutting edge multi-flute drill, Recent Advances in Industrial and Manufacturing Technologies.
[4] [B2] Basavarajappa S., Chandramohan G., Paulo Davim J., (2008), Some studies on drilling of hybrid metal matrix composites based on Taguchi techniques, Journal of Materials Processing Technology, 196, 332 - 338.
[5] [B3] Byrne G., O’Donnell G.E., (2007), An integrated force sensor solution for process monitoring of drilling operations, Annals of the CIRP, 56, 1, 89 - 92.
[6] [C1] Cheung F.Y., Zhou Z.F., Geddam A., Li K.Y., (2008), Cutting edge preparation using magnetic polishing and its influence on the performance of high-speed steel drills, Journal of Materials Processing Technology, 208, 196 - 204.
[7] [F1] Faraz A., Biermann D., Weinert K., (2009), Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates, International Journal of Machine Tools & Manufacture, 49, 1185 - 1196.
[8] [F2] Fetecau C., Stan F., Oancea N., (2009), Toroidal grinding method for curved cutting edge twist drills, Journal of Materials Processing Technology, 209, 3460 - 3468.
[9] [F3] Firouzdor V., Nejati E., Khomamizdeh E., (2008), Effect of deep cryogenic treatment on wear resistance and tool life of M2 HSS drill, Journal of Materials Processing Technology, 206, 467 - 472.
[10] [H1] Hamade R.F., Seif C.Y., Ismail F., (2006), Extracting cutting force coefficients from drilling experiments, International Journal of Machine Tools & Manufacture, 46, 387 - 396.
[11] [J1] Jayal A.D., Balaji A.K., Sesek R., Gaul A., Lillquist D.R., (2007), Machining performance and health effects of cutting fluid applications in drilling of A390.0 cast aluminium alloy, Journal of Manufacturing Process, 9, 2, 137 - 146.
[12] [K1] Kwong J., Axinte D.A., Withers P.J., Hardy M.C., Minor cutting edge - workpiece interactions in drilling of an advanced nickel-based superalloy, International Journal of Machine Tools & Manufacture, 49, 645 - 658.
[13] [L1] Li Z., Zhang W., Xiong D., (2010), A practical method to determine rake angles of twist drill by measuring the cutting edge, International Journal of Machine Tools & Manufacture, 50, 747 - 751.
[14] [M1] Mimoso J.M., Rodrigues Costa D., (2005), A new DRMS drilling technique for the laboratory, 5, Lecce, Italy.
[15] [M2] Mohan N.S., Ramachandra A., Kulkarni S.M., (2005), Influence of process parameters on cutting force and torque during drilling of glass - fiber polyester reinforced composites, Composite Structures, 71, 407 - 413.
[16] [N1] Nayebi A., Mauvoisin G., Vaghefpour H., (2008), Modeling of twist drills wear by a temperature-dependent friction law, Journal of Materials Processing Technology, 207, 98 - 106.
[17] [P1] Parsian A., Magenvall M., Beno T., Eynian M., (2014), A mechanistic approach to model cuttint forces in drilling with indexable inserts, Procedia CIRP, 24, 74 - 79.
[18] [P2] Paul A., Kapoor G.S., DeVor E.R., (2005), Chisel edge and cutting lip shape optimization for improved twist drill point design, International Journal of Machine Tools & Manufacture, 45, 421 - 431.
Preview document




































Conținut arhivă zip
- Influenta tipului de ascutire a burghiului asupra fortei axiale si momentului de torsiune la burghiere.pdf
Te-ar putea interesa și

REZUMAT In lucrarea de faţă a fost conceput, proiectat şi executat un dinamometru tensometrii rezistiv pentru măsurarea forţei axiale şi a...

Capitolul 1. Prelucrarea alezajelor prin procesul de burghiere. 1.1. Aspecte introductive. Burghierea este un proces complex de aşchiere...