
Extras din proiect
Sa se proiecteze un sistem de productie pentru realizarea de matrite conventionale la o sarcina de productie Q=600 bucati/an .
ETAPA I - DETERMINAREA VOLUMULUI DE PRODUCTIE PE OPERATII
Pentru cercetarea pietei se obtine cantitatea de produse pentru fiecare tip de produs in parte, la aceste cantitati adaugandu-se pierderile.
Pierderile care apar in diferitele operatii pot fi impartite in: pierderi tehnologica si rebuturi.
Pierderile tehnologice sunt determinate de procesul de fabricatie si provin din:
- adaosuri de prelucrare
- pierderi de capat
- deseuri rezultate de la matritare
- maselote de la turnare
- bavuri de la matritare
Pierderile prin rebuturi sunt generate de o calitate scazuta a procesului de fabricatie si provin din greseli de prelucrare sau ansamblare, piese turnate cu defecte. Procentul de rebut la fiecare operatie se poate stabili pe baza unor date istorice sau prin estimari din operatiile similare. Ele se reduc prin:
- utilizarea de materiale de calitate superioara
- utilizarea unui numar mai mare de furnizori calificati
- cresterea campului de toleranta cand nu se cere o precizie ridicata in functionare
- utilizarea de tehnici de prevenire a rebutului
- aplicarea calitatii la sursa si nu la final
- automatizarea proceselor pentru eliminarea factorului uman
Cantitatea de componente semifinite Qik, la intrarea in operatia k, se determina cu relatia:
Qik= Qek/(1-pk)
Qek= Qik*(1-pk)
Qek - cantitatea de produse semifinite fara defecte la iesirea din operatia k
Qik - cantitatea de componente semifinite la intrarea in operatia k
pk - procentajul de rebut la operatia k.
Volumul de productie [buc/an]
Tabelul 1.
Nr. Crt. Operatie Procentul maxim admisibil de rebut Cantitate prevazuta [buc] Numarul previzionat de unitati bune [buc]
1. Gaurire 0,01
2. Rabotare 0,01
3. Trasare 0
4. Frezare 0,01
5. Frezare-copiere 0,02
6. Tratament termic 0,01
7. Erodare profil 0,01
8. Ajustare 0,01
9. Conservare - transport 0
ETAPA II. CALCULUL NECESARULUI DE MASINI SI ECHIPAMENTE
Necesarul de masini se calculeaza cu relatia:
N=Tnec/Td
unde - Tnec reprezinta timpul necesar si se calculeaza pe baza datelor din fisa tehnologica.
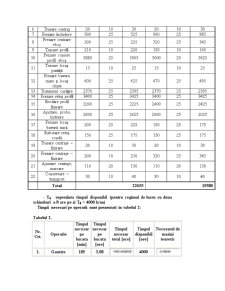
Fisa tehnologica:
Nr. crt. Operatia Matrita arbore Matrita furca
tb [min] ta [min] tn1 [min] tb [min] ta [min] tn2 [min]
1 Gaurire 160 25 185 160 25 185
2 Rabotare prismatica 2100 20 2120 1440 20 1460
3 Trasare coada 40 10 50 30 10 40
4 Rabotare coada 1200 25 1225 1000 25 1025
5 Trasare închidere 30 10 40 30 10 40
Preview document

















Conținut arhivă zip
- Ingineria Sistemelor de Productie.doc
Alții au mai descărcat și

INTRODUCERE Exploatarea zăcămintelor de petrol din ţara noastră se face prin mai multe sisteme şi anume: erupţie naturală, erupţie artificială,...

1.1 Introducere In ansamblul lor, sistemele de productie sunt intr-o profunda schimbare, iar aceasta este determinata de o serie de factori...

I. DATE INIŢIALE 1.1. Tema proiectului Programarea şi conducerea fabricaţiei a trei repere în condiţii de resurse nelimitate fără date impuse şi...

1. DATE INITIALE 1.1.Tema proiectului: Programarea si conducerea productiei pt fabricarea reperelor din componenta produsului 1.2.Conditii...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

CIOCOLATĂ Etapa 1: STUDIUL DE PIAȚĂ. LANSAREA ÎN FABRICAȚIE A PRODUSULUI 1.1 Prezentarea produsului: CIOCOLATĂ Ciocolata are unele beneficii...

ETAPA I LANSAREA ÎN FABRICATIE 1.1 .PREZENTAREA PRODUSULUI Produse cosmetice si de parfumerie sunt amestecuri de substante chimice naturale sau...

ETAPA I. LANSAREA ÎN FABRICAŢIE În cadrul acestei etape s-au rezolvat următoarele probleme: 1. Prezentarea produsului Hartia este un materil...

1.1 Prezentarea produsului Vitamina B3, denumita si vitamina PP (Prellagra Preventer), niacin sai acid nicotinic este o vitamina care sustine...

Etapa I a proiectului Lansarea in fabricatie Denumire produsului va fi Serdex,iar intreprinderea se va numi S3 SRL. Pasul 1:Descrierea...

Etapa 1: Lansarea in fabricatie 1.1 Descrierea produsului Placi din policarbonat celular Policarbonatul celular (PCC) este un polimer sintetic...

Cap.1 Managementul si Ingineria Sistemelor de Productie Lansarea in fabricatie 1.1 Prezentarea produsului S.C.ACIDIMEX.S.R.L. este o fabrica...

ETAPA 1 LANSAREA ÎN FABRICATIE 1.1 PREZENTAREA PRODUSULUI Descoperirea fibrelor chimice și realizarea unor mari unități industriale producătoare...