Cuprins
- Elemente constructiv funcţionale ale piesei. 1
- 1.1. Schiţa piesei şi a subansamblului din care face parte 1
- 1.2. Caracteristici ale materialului piesei 1
- 1.3. Rolul functional al piesei 1
- 2. Analiza tehnologica a tipologiilor matritelor de injecţie materiale polimerice 2
- 3. Alegerea tipului de matriţă de injecţie 3
- 4. Proiectarea sistemului de injectare 4
- 4.1. Modul de injectare cu dimensionarea reţelelor de injectare 4
- 4.2. Calculul numărului de cuiburi 4
- 4.3. Dimensionarea cuiburilor funcţie de contracţia materialului polimeric utilizat 5
- 5. Proiectarea sistemului de aruncare a piesei injectate 5
- 6. Proiectarea sistemului de control al temperaturii pentru elementele componente ale matriţei 6
- 7. Proiectarea elementelor pentru conducerea şi centrarea matriţei de injecţie 9
- 8. Proiectarea sistemului de ventilaţie-aerisire a matriţei de injecţie 9
- 9.Alegerea materialelor corespunzătoare pentru piesele componente ale matriţei de injecţie 10
- 10. Stabilirea toleranţelor şi ajustajelor pentru piesele şi subansamblele componenete matriţei de injecţie 12
- 11. Analiza economică a matriţei proiectate şi calculul seriei de fabricaţie economice 12
- 12. Alegerea tipului de maşină de injecţie 13
Extras din proiect
Elemente constructiv funcţionale ale piesei
1.1. Schiţa piesei şi a subansamblului din care face parte
1.2. Caracteristici ale materialului piesei
Materialul utilizat la injectia produsului este polietilena, aceasta fiind un material termoplastic de larg consum.
Polietilena este cel mai simplu polimer, structura sa fiind asemănătoare alcanilor, dar prezintă catene mai lungi. Moleculele de polietenă apar sub forma unui lanţ de atomi de carbon de care se leagă doi atomi de hidrogen. Atunci când de atomul de carbon se leagă alte lanţuri de polietenă se formează polietena liniară sau de joasă densitate. Aceasta este mai ieftină şi mai uşor de folosit.
Starea de agregare a polietilenei este solidă, aspectul este lăptos, transparent, este flexibilă, are rezistenţă mecanică bună; are solubilitate chimică deosebită şi este insolubilă în apă şi în alţi solvenţi. Este rezistentă la acţiunea substanţelor chimice. Punctul de topire este cuprins între 100 - 150oC şi este izolator electric.
1.3. Rolul functional al piesei
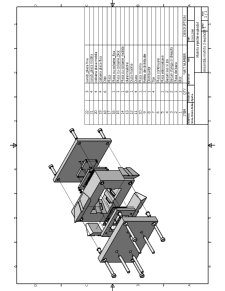
Rolul functional al cosului este de a depozita si de a usura transportul rufelor.
2. Analiza tehnologica a tipologiilor matritelor de injecţie materiale polimerice
Obtinerea prin injecţie în matriţă a produselor din materiale plastice, reprezintă procedeul de prelucrare prin care un material macromolecular, adus in prealabil intr-o stare vâscoelastică sub acţiunea căldurii, este injectat sub presiune în cavitatea unei matriţe, unde acesta se raceste si se solidifica. Cand inceteaza forta de presare, materialul răcit păstrează forma cavităţii interioare a matriţei în care a fost injectat şi din care, produsul final este îndepărtat dupa un anumit timp.
Cele mai importante faze în cadrul unui ciclu de injectare sunt:
- alimentarea cu material (granule sau pulbere)
- comprimarea materialului
-termoplastifierea materialului
-injectarea materialului în stare topită
-răcirea piesei injectate
-deschiderea matriţei şi evacuarea piesei injectate
-închiderea matriţei si începerea unui nou ciclu
În timpul procesului se dezvoltă o serie de forţe din care le amintim pe cele mai importante:
1. presiunea exterioară, reprezentând presiunea exercitată asupra materialului termoplastifiat în cilindrul de injectare al maşinii;
2. presiunea interioară, respectiv presiunea din cavitatea matriţei închise (presiunea interioară este mai mică decât cea exterioară datorită pierderilor de presiune care apar la trecerea materialului prin secţiuni înguste cum sunt: duza, reţeaua de injecţie, pereţii interiori din cuibul matriţei, etc.); valori medii experimentale: ABS-polistiren-Copolimer-acrilonitril-butadien-stiren-250-350 barr, PC-policarbonat-300-500 barr, PA-poliamide-250-700 barr, poliester-PBT-polibutilentereftalat-250-700 barr; valorile maxime sunt la materiale termoplastice semi-cristaline cu caracteristici bune de curgere şi pentru prevenirea bavurilor.
3. presiunea ulterioară, respectiv presiunea exercitată de pistonul de injectare asupra materialului injectat în cavitatea matriţei (această presiune compensează contracţia rezultată în urma răcirii materialului);
4. presiunea de sigilare definită prin presiunea exercitată asupra materialului din cavitatea matriţei în momentul solidificării materialului piesei din starea vâscoelastică în stare solidă (acestei presiuni îi corespunde punctul de sigilare);
5. presiune interioară remanentă, respectiv presiunea care acţionează asupra piesei injectate în momentul începerii deschiderii matriţei (după sigilare, materialul se contractă datorită răcirii şi presiunea scade fără a atinge însă valoarea zero).
Preview document



















Conținut arhivă zip
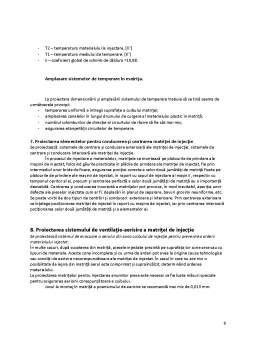
- Ansamblu matrita 2 explodat-1.pdf
- cos.pdf
- cos desen executie.pdf
- Cuprins.doc
- Distribuitor.pdf
- Duza.pdf
- Sectiune matrita.pdf
- Suprafete.pdf
- Text.doc
Alții au mai descărcat și

Să se proiecteze tehnologia de fabricaţie prin injectare a elementului de ambalare “Cutie” în condiţiile unei producţii de 20 000 de bucăţi /lună....

1.3. Alegerea maşinii de injectare La alegerea maşinii de injectare, în prima fază, se are în vedere ca volumul maxim de injectare al maşinii să...

1. Mase plastice 1.1. Generalitati Masele plastice (plasticul, plural plasticele) sunt produse sintetice de natură organică, anorganică sau...

1.Tema de proiectare Să se proiecteze o matriţă de injectat materiale plastice cu ajutorul căreia să se realizeze piesa recipient produse...

A. Alegerea Diametrului Duzei. B. Configurarea sectiunii transversale a canalului de distributie. C. Dimensionarea digului. D. Dimensionarea...

COSTUL RELATIV AL MATRITELOR DE INJECTAT 1.Tema proiectului Pentru acest proiect se va realiza calculul costului unei matrite in functie de...

1. Elemente constructiv funcţionale ale piesei : 1.1. Schiţa piesei : 1.2. Caracteristici ale materialului piesei : Denumire material : ABS...

TEMA : Sa se proiecteze tehnologia de fabricatie prin injectare a reperului de mai jos,in conditiile unei productii de 25000 de bucati pe luna. -...