Cuprins
- I.Probleme generale ale tehnologiei asamblari
- II.Precizia de prelucrare si asamblare
- III.Metode de asamblare
- -III.1.Asamblarea prin metoda interschimbabilitati
- -III.2.Asamblarea prin metoda interschimbabilitati partiale
- -III.3.Asamblarea prin metoda sortarii
- -III.4Asamblarea prin medota ajustarii
- -IV.5.Asamblarea prin metoda reglarii
- IV.Bibliografie
Extras din proiect
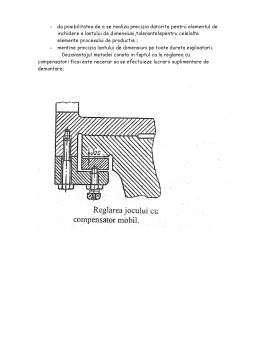
I.Probleme generale ale tehnologiei asamblari
Asamblarea este partea finala a procesului de fabricatie,care consta in totalitatea operatiilor de reunire intr-o anumita succesiune,a unor piese prelucrate anterior in scopul de a obtine un produs finit care sa corespunda integral conditiilor tehnice si functionale impuse.
Functionarea corespunzatoare a masinilor,mecanismelor si aparatelor depinde nu numai de exactitatea si calitatea prelucrarii pieselor componente ci si de corectitudinea montarii acestora.
O masina incorect ansamblata va conduce la un consum sporit de energie in functionare,in acelasi timp,ea nu va asigura precizia si nici calitatea pieselor ce vor prelucra la ea.
In industria constructoare de masini,lucrarile de asamblare consuma o parte insemnata(25% pana la 75%) din volumul total de munca necesar realizari unui produs necesitand si forta de munca foarte bine calificata.
In vederea reducerii consumului produsului si a imbunatatiri calitatii asamblarii,este necesar ca,la proiectarea tehnologiei de asamblarea sa se urmareasca reducerea volumului de munca necesar asamblarii,prin : utlizarea sculelor si a dispozitivelor de mare productivitate,mecanizarea si automatizarea operatiilor de asamblare,mecanizarea transportului pieselor sau a subansamblarilor.In mod obisnuit termenul asamblare este cel care defineste in mod corect activitatea de reunire a mai multor piese intr-un asamblu. Folosirea termenului montare ca sinonim al ansamblari nu este exclusa dar nici recomandata.
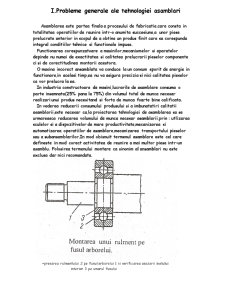
-presarea rulmentului 2 pe fusul arborelui 1 si verificarea asezarii inelului
interior 3 pe umarul fusului
Procesul tehnologic de asamblare a unui mecanism,aparat sau masini cuprinde,o succesiune logica de operatii,care urmareste asezarea si fixarea pieselor in poziti determinate astfel incat sa asigure o functionare normala a lor.Asezarea si fixarea pieselor se poate realiza direct fara modifica forma sau dimensiunea piselor ansamblate.sau prin efectuarea unor ajustari,reglari sau selectari(sortari).
Operatiile si fazele de asamblare se stabilesc in cursul proiectari procesului tehnologic de asamblare si se inscriu in planul de operatii.
Executia fiecarei imbinari constituie cate o faza a operatiei de asamblare.In sens mai general faza este o parte complet terminata a operatiei de asamblare,care nu poate fi divizata in alte faze si se executa fara schimbarea sculelor de asamblare de catre 1 sau mai multi muncitori.O faza de asamblare se executa prin mai multe manuiri succesive.
II.Precizia de prelucrare si asamblare
Prin precizia de prelucrare se intelege gradul in care dimensiunile si abaterile dimensionale de forma si de pozitie reciproca asupra fetelor pieselor dupa prelucrarese incadreaza in cele inscrise pe desenul de executie.
Pornid de la faptul ca in practica de productie nu se pot reproduce aceleasi caracteristici de calitate(precizie dimensionale. abateri de forma si pozitie) pentru toate piesele prelucrate dintr-un lot,inca din faza de proiectare se prescriu anumite limite-abateri,intre care sa varieze caracteristicile de calitate.Valorile abaterilor sunt stabilite in functie de importanta functionala a piesei respective de relatiile care se stabilesc intre doua suprafete conjugate(cuprinsa si cuprizatoare)care poarta denumirea de ajustaj.Abaterile pieselor pot fi : dimensionale de forma si de pozitie reciproca.
Abaterile dimesionale sunt limite intre care variaza dimensiunea nominala N a unei suprafete.
Exemplu :
Dimensiunea nominala N = 25 mm ;
Abaterea superioara As = 0,02
Abaterea inferioara A1 = -0,01
Toleranta T = As – A1 = 0,02 – (-0,01)=0,03mm.
Abaterile pot fi,dupa caz,(in functie de tipul ajustajului) ambele pozitive,ambele negative sau una pozitiva si una negativa,valoriile lor luanduse din STAS 8100....8100 , in functie de tipul ajustajului si valoare dimensiuni nominale.
In functie de valorile abaterilor suprafetei corespunzatoare (alezaj) si respectiv cuprinsa (arbore), un ajustaj poate fi : cu joc,intermediar si cu strangere
Dimensiunea efectiva « E » este dimensiunea rezultata dupa prelucrare.Conditia ca o piesa sa fie acceptata ca buna este ca Dmin ≤ E ≤ Dmax.
Abaterile de forma( de la circularitate,planitare,cilindricitate),permit o abatere de la forma geometrica a piesei prescrisa in desenul de executie ; valorile acestor abateri trebuie sa fie cuprinse in campul te toleranta a dimensiunilor nominale.
Abatarea admisa de la rectilinitate a unei suprafete A este de 0,01 pe 100mm.
Preview document













Conținut arhivă zip
- Metode de Asamblari.doc
Alții au mai descărcat și

Introducere Majoritatea aparatelor maşinilor şi utilajelor se compun dintr-o serie de piese şi subansambluri. În foarte multe cazuri acestea...

Transmisia mecanica este un ansamblu cinematic de elemente care au ca scop transmiterea miscarii e rotatie cu sau fara transmiterea miscarii de...

ARGUMENT Organele de maşini sunt piese (eventual ansambluri de piese), având rol funcţional utilitar, care intră în compunerea...

ARGUMENT Organele de masini sunt piese , avand rol functional unitary , care in compunerea organica- structural a oricaror masini , agrgate ,...

Asamblarea este operatiunea de reunire, intr-o succesiune bine determinata, a elementelor constituente ale unul sitem ethnic, in scopul de a...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Calitatea este apreciată şi susţinută de cercurile industriale şi comerciale de pe întreg cuprinsul globului. În toate ţările industrializate şi în...

1.Structura mecanismelor 1.1.Elementul cinematic Elementul cinematic este un corp material component al mecanismului care atunci când este mobil,...
Te-ar putea interesa și

PSIHOLOGIA EDUCATIEI ANALIZA PRODUSELOR ACTIVITĂTII UNUI ELEV a)Testul „Luscher” - I.A.-12 ani Utilizand mult culoarea albastra, putem spune...

ARGUMENT Nituirea este procedeul tehnologic de îmbinare nedemontabila a doua sau mai multe piese cu ajutorul niturilor. Îmbinarite nituite sunt...

1.Memoriu justificativ Asamblarile prin caneluri este un caz particular al asamblarilor cu pene logitudinale, diferenta fiind ca in acest caz...

ARGUMENT Progresul în tehnica se concretizeaza prin realizari în complexitate deosebita în productia industriala, consecinta a intensificarii – cu...

Asamblari demontabile. Asamblari filetate 1. Prezentare generala: Asamblarea este operatia de reuniune, intr-o succesiune bine determinata, a...


-Productia De Masini Una dintre cele mai importante industrii ale lumii, productia de masini, asigura milioane de locuri de munca, genereaza...

ARGUMENT Prelucrarile prin aschiere ocupa un loc important in industria constructiilor de masini. Majoritatea pieselor componente ale masinilor...