Cuprins
- CUPRINS
- Pag.:
- CAPITOLUL I:
- NOŢIUNI INTRODUCTIVE
- 1.1 Măsurare şi control. Importanţa măsurătorilor în producţie 3
- 1.2 Unităţi de măsură 4
- 1.3 Mijloace de măsurare 5
- CAPITOLUL II
- MIJLOACE UNIVERSALE DE MĂSURAT LUNGIMI
- 2.1 Măsuri de lungimi cu repere 8
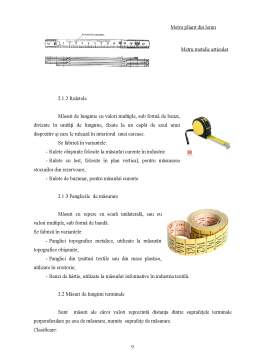
- 2.1.1 Riglele
- 2.1.2 Ruletele
- 2.1.3 Panglicile de măsurare
- 2.2 Măsuri de lungimi terminale 9
- 2.2.1 Lamele plan-paralele
- 2.2.2. Calele plan-paralele
- 2.2.3 Calibrele
- 2.2.4 Lerele (spionii)
- 2.2.5 Sferele
- 2.3 Instrumente 12
- 2.3.1 Instrumente cu riglă şi cursor
- 2.3.2 Micrometrele
- 2.3.3 Aparate comparatoare
- 2.3.4 Compasurile de măsurat
- 2.4 Aparate comparatoare optico – mecanice 18
- 2.5 Maşini şi instalaţii 18
- CAPITOLUL III
- MIJLOACE UNIVERSALE DE MĂSURAT DIMENSIUNI UNGHIULARE 20
- CAPITOLUL IV
- MIJLOACE UNIVERSALE DE MĂSURAT ŞI CONTROLAT SUPRAFEŢE
- 4.1 Rectilinitatea şi planitatea suprafeţelor 21
- 4.2 Rugozitatea suprafeţelor 22
- CAPITOLUL V
- MIJLOACE UNIVERSALE DE MĂSURAT ŞI CONTROLAT VOLUME 23
- CAPITOLUL VI
- N.T.S.M. DIN DOMENIUL MECANIC 24
- BIBLIOGRAFIE 25
Extras din proiect
ARGUMENT
Obiectivul major pe care economia de piaţă l-a impus în prezent, îl constituie ridicarea nivelului tehnic şi calitativ al producţiei şi produselor. În acest scop, activitatea de asigurare a calităţii şi controlul produselor şi serviciilor a luat amploare, însoţită fiind de o întreagă gamă de măsuri tehnico-organizatorice pentru respectarea tuturor normelor de protecţie a consumatorilor.
Procesele de bază contribuie direct la transformarea materiilor prime în procese finite, iar cele auxiliare ajută la buna desfăşurare a proceselor de bază. Rolul tehnicianului este cu atât mai amplu cu cât el trebuie să aibă o pregătire profesională completă, cu care să parcurgă firesc toate etapele proceselor şi operaţiilor incluse în grupele anterioare.
Munca tehnicianului mecanic este variată dar respectă o succesiune logică de operaţii: pregătitoare, de executie propriu-zisă, de finisare, asamblare, montaj şi de control. Toate aceste operaţii necesită şi cunoaşterea metodelor şi mijloacelor de măsurare şi control, fiind imposibilă obţinerea unor produse de înalt nivel calitativ şi competitiv în absenţa unui sistem de măsurare şi a unor metode de control corespunzătoare.
Controlul constituie astăzi o componentă esenţială a oricăror activităţi umane, deoarece furnizează informaţiile cantitative şi calitative necesare luării deciziilor asupra a ce trebuie făcut, iar în economia naţională modernă, controlul este un moment de mare răspundere şi importanţă în toate activităţile.
În activitatea industrială, controlul calităţii produselor necesită permanente măsurări, efectuate asupra materiilor prime, materialelor şi componentelor la fiecare operaţie de execuţie, la montaj sau asupra produsului finit. În cadrul proceselor de producţie cu înalt grad de mecanizare şi automatizare, mijloacele şi metodele de măsurare şi control au un rol vital, astfel încât în orice întreprindere, serviciul de control al calităţii a devenit sector de sine stătător şi indispensabil pentru bunul mers al producţiei.
Obiectivul principal al industriei metalelor cu toate domeniile adiacente este produsul finit care îndeplineşte toate cerinţele funcţionale în raport cu precizia de execuţie a dimensiunilor, formei geometice, poziţiei, orientării suprafeţelor, etc. Pentru depistarea şi detectarea în timp util a defectelor interioare ale produselor metalice se folosesc atât metode distructive, cât şi metode nedistructive. Precizia de prelucrare impune un grad cât mai mare de apropiere a unei piese executate faţă de modelul său teoretic, sub aspect dimensional, geometric, al caracteristicilor fizico-mecanice şi de structură chimică.
Ca o consecinţă a celor de mai sus, prezenta lucrare vine să inventarieze mijloacele de măsurare şi control a mărimilor geometrice existente într-un atelier mecanic. Pe parcursul lucrării s-au detaliat şi definit o serie de termeni specifici: indici metrologici, unităţi de măsură, detalii constructive.
CAPITOLUL I
NOŢIUNI INTRODUCTIVE
1.1 Măsurare şi control. Importanţa măsurătorilor în producţie
Măsurarea este o operaţie sau un proces metrologic prin care, cu ajuto¬rul unui mijloc de măsurare (măsură, instrument, aparat etc.) şi în anumite condiţii, se determină valoarea unei mărimi date, exprimată printr-o unitate de măsură dată sau în raport cu o unitate de măsură corespunzătoare. Astfel, de exemplu, prin măsurare se determină diametrul unei piese cilindrice sau lungimea unei piese oarecare. De cele mai multe ori, măsurarea se termină odată cu aflarea valorii dimensiunii date şi are mai mult un caracter canti¬tativ.
Controlul în schimb, include şi ideea de calitate, deoarece, pe lângă măsurare, presupune în plus şi un proces de comparare a valorii dimensiunii cu o valoare de referinţă, proces care trebuie să stabilească, în ultimă instanţă, dacă valoarea mărimii respective corespunde condiţiilor iniţiale impuse.
Noţiunea de verificare este mai apropiată de noţiunea de control, în sensul că, se execută sau nu o măsurare propriu-zisă, scopul final este tot de a se stabili dacă valoarea determinată corespunde valorii sau valorilor impuse.
De menţionat că, de obicei, în practica de producţie de zi cu zi, noţiu¬nile de măsurare, control, verificare nu sunt bine delimitate, ele folosindu-se în mod egal.
În cazul când măsurarea se efectuează cu o atenţie deosebită şi valoarea efectivă sau abaterea efectivă, determinată cu o precizie mare, se înregistrează într-un certificat, se consideră că se execută o certificare (de ex., certificarea calelor plan-paralele, adică determinarea şi înregistrarea abaterilor efective ale lungimilor calelor în raport cu lungimile nominale ale lor). Certificarea unor mijloace de măsurare duce la mărirea preciziei măsurărilor executate cu ajutorul mijloacelor respective.
În producţie, măsurările au o importanţă hotărâtoare, întrucât numai prin măsurare pot fi cunoscute valorile parametrilor caracteristici ai produ¬selor şi poate fi stabilit în ce măsură produsele corespund cerinţelor impuse.
1.2 Unităţi de măsură
Rezultatul oricărei măsurări este valoarea efectivă V care, în raport cu o anumită unitate de măsură, arată de cîte ori ea este mai mare decît uni¬tatea de măsură U. Cu alte cuvinte, valoarea determinată prin măsurare este produsul dintre un număr întreg sau zecimal K şi unitatea de măsură U, respectiv este un număr de unităţi de măsură :
V=KxU
La piesele şi organele de maşini, precum şi la subansamblurile sau an¬samblurile diferitelor maşini şi utilaje, măsurarea elementelor geometrice înseamnă de fapt măsurări de lungimi şi de unghiuri.
Unitatea de măsură fundamentală pentru lungimi este, metrul. De cele mai multe ori însă, în tehnică se folo¬sesc ca unităţi de măsură submultiplii metrului : milimetrul (mm) egal cu 0,001 m pentru valorile absolute ale dimensiunilor şi micrometrul (µm) egal cu 1 •10-6 m (de obicei, pentru abateri şi toleranţe).
Pentru unghiuri plane, Sistemul Internaţional de unităţi (SI) a adoptat ca unitate de măsură (suplimentară) radianul avînd simbolul rad şi definiţia : unghiul plan cu vârful în centrul unui cerc, care delimitează pe circumferinţa cercului un arc, a cărui lungime este egală cu raza cercului. Această unitate este foarte comodă pentru cercetări şi pentru calcule, întrucât unghiul plan φ, exprimat în radiani, este raportul dintre lungimea arcului l şi raza cercului r care subscrie arcul respectiv, adică :
φ= [rad]
În practică însă, măsurarea în radiani ar fi foarte greoaie şi nici nu există aparate pentru măsurat unghiuri plane gradate în radiani. Din aceste motive, unghiurile plane se măsoară, mai mult, în grade sexagesimale şi, în mai mică măsură, în grade centezimale.
Gradul sexagesimal (. °) se obţine prin împărţirea unghiului plan com¬plet în 360 părţi egale şi are ca submultipli: minutul sexagesimal (. ') şi secunda sexagesimală (. "). Un grad sexagesimal = 60 min = 3 600 s, sau 1o = 60' = 3 600". Relaţia de transformare între valoarea unghiului expri¬mată în grade sexagesimale şi valoarea lui exprimată în radiani este :
Preview document
























Conținut arhivă zip
- Mijloace pentru Masurarea Marimilor Geometrice.doc
Alții au mai descărcat și

Cap. I Introducere Mentenanta Mentenanta reprezinta un obiectiv deosebit de important pentru Terotehnica Automobilelor si se refera la...

-Necesitatea lucrarilor de întreţinere -Asigurarea exploatari la sarcini normale -Constatarea defectelor -Analiza cauzelor -se analizeaza...

Cap: 1. ARGUMENT Adevaratii pionieri in constructia automobilului sunt considerati Lenoir, Delamare - Deboutterville, Daimler, Benz si Ford. Odata...

Argument Avantajele acţionărilor hidraulice se datorează faptului că energia transportată printr-un sistem de conducte cu ulei sub presiune...

MEMORIU EXPLICATIV Datele statistice demonstreaza ca peste 50 % din defectiunile in exploatare apar la instalatia de aprindere. Din acest motiv...

1. INTRODUCERE Lucrarea este structurata intr-un numar de 4 capitole, astfel incat se pot certifica competentele profesionale dobandite pe...

Argument Mi-am ales aceasta tema,deoarece atunci cand vreau sa fac ceva doresc ca totul sa fie foarte precis,si de altfel aceste realizari tehnice...

1.1. NOTIUNI FUNDAMENTALE ALE EMISIEI ACUSTICE A:FENOMENUL DE EMISIE ACUSTICA Emisia acustica este un ultrasunet generat natural, creat de...
Te-ar putea interesa și

INTRODUCERE În condiţiile actuale aîe economiei de piaţă, o problemă importană pentru orice societate care are ca obiect de activitate producţia...

CAPITOLUL I INTRODUCERE În tehnica de fabricaţie pentru determinarea înfăţişării macro şi microgeometrice pe primul plan stă măsurarea...

1. INTRODUCERE Meseria, aceasta îndeletnicire cu caracter permanent pe care o practica orice muncitor pe baza unei calificări corespunzătoare,...

1.1 Masurare si control. Importanta masurarilor in productie Masurarea este o operatie sau un proces metrologic prin care, cu ajutorul unui...

Argument Reflectarea realitatii si a activitatii umane, a structurii materiale si a legilor in modul de intelegere si de gandire se face cu ajutor...

Argument Problema calităţii produselor este situată de către inteprinderi in centrul activitatii economice. Imbunătaţirea calitaţii...

Argument Tema proiectului meu este,, Precizia de prelucrare şi asamblare a pieselor metalice”face parte integrantă din domeniul pregătirii mele...

Măsuri terminale pentru lungimi Sunt măsuri ale căror valori reprezintă distanţa dintre suprafeţele terminale perpendiculare pe axa de măsurare,...