Cuprins
- Introducere 4
- 1. Generalități privind oțelul 5
- 1.1.Oțelul ca material metalic 5
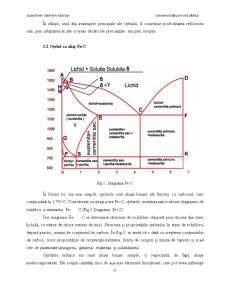
- 1.2. Oțelul ca aliaj Fe-C .6
- 1.3. Criterii de clasificare a oțelurilor 7
- 1.4. Fabricare 9
- 1.5. Domenii de utilizare 11
- 2. Tuburi, vase sferice cu pereți groși și discuri în rotație 14
- 2.1. Generalități 14
- 2.2. Tub cu presiune interioară și exterioară 15
- 2.3. Calculul tubului cu presiune interioară 19
- 2.4. Calculul tubului cu presiune exterioară 24
- 2.5. Calculul cilindrilor fretați 27
- 3. Rezolvarea problemelor de contact cu programul COSMOS 35
- 3.1. Elementul GAP în programul COSMOS 35
- 3.2. Metoda utilizată în rezolvarea problemelor de contact 44
- 3.3. Indicații generale privind utilizarea elementelor de contact 47
- 3.4. Gestionarea mesajelor de eroare pentru modelarea contactului 48
- 4. Modelarea și interpretarea rezultatelor 51
- 4.1. Modelare cu programul COSMOS - exemplu de analiză statică neliniară
- utilizând elemente PLANE2D axial-simetrice şi elemente de contact (GAP nod-linie) 51
- 4.2. Materiale și proprietățile materialelor folosite în simulare 54
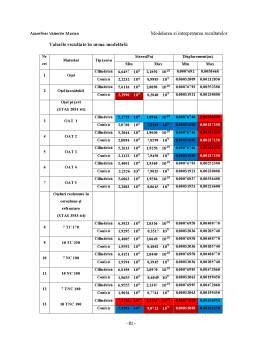
- 4.3. Rezultatele simulării 55
- 5. Concluzii 82
Extras din proiect
Introducere
Asamblările presate sunt asamblări prin strângere proprie realizate prin introducerea forţată (de obicei prin variatia temperaturii) a unei piese în cealaltă. Strângerea reciprocă a pieselor asamblate se datorează deformaţiilor elastice ale acestora, deformaţii rezultate ca urmare a diferenţelor de dimensiuni.
Fig. 1 Fig. 2
Utilizarea îmbinărilor cu strângere are o largă răspândire şi o îndelungată tradiţie, datorită avantajelor pe care aceste îmbinări le prezintă:
• Au capacitatea de a transmite solicitări mari (în construcţia maşinilor unelte mari, a macaralelor, a angrenajelor grele, a turbinelor hidraulice, a îmbinării rotor – arbore, a ţevilor de tun);
• Se comportă bine la sarcini dinamice;
• Sunt simple constructiv;
• Înlătură necesitatea organelor de asamblare intermediare (pene, ştifturi, şuruburi);
• Asigură o bună centrare a pieselor (important pentru piesele în mişcare de rotaţie);
Ca dezavantaje ale îmbinărilor cu strângere se pot enumera:
• Se montează şi se demontează greoi;
• Suprafeţele active se deteriorează în urma montării;
• Strângerea slăbeşte în timp;
• Strângerea efectivă este variabilă într-un lot de îmbinări care au avut prescris acelaşi ajustaj, datorită abaterilor diferite ale pieselor;
• Este posibilă apariţia coroziunii de contact;
• Prin strângere se introduce un puternic concentrator de tensiune.
Piesa cuprinsă – arborele- şi piesa cuprinzătoare – butucul- formează un ajustaj presat asamblarea executându-se pe baza toleranţelor prevăzute în standarde.
1.Generalitati privind Oțelul
1.1 Oțelul ca material metalic.
Deși în ultima vreme au apărut o serie de materiale tehnice noi(aliaje ușoare pe bază de aluminiu, magneziu sau titan, aliaje metaloceramice, materiale nemetalice - în special polimeri), care concurează oțelul în unele domenii industriale, totuși oțelul rămâne un important material tehnic. Aceasta se explică prin calitățile sale incontestabile față de celelalte materiale tehnice. Oțelul prezintă următoarele avantaje: preț de cost scăzut, prelucrare tehnologică ușoară și multilaterală, gamă largă de proprietăți și utilizări, posibilitate de asamblare în construcții compuse, durabilitate, posibilitate de refolosire.
Oțelul se poate prelucra prin procedeele tehnologice obișnuite ca turnare, sudare, deformare plastică la rece(laminare, tragere, presare, ambutisare, extrudare) și fasonare prin așchiere. Ca urmare a acestei tehnologicițati complete, din oțel se pot obține piese de cea mai variata formă, cu consum redus de material și manoperă.
Nici un material tehnic nu cuprinde o gama atât de largă de propriețăti și deci și de utilizări, ca oțelul. Prin aliere și tratamente termice, termochimice, se pot obține variații în limite foarte largi ale proprietăților mecanice(80-650 HB); de asemenea se obțin caracteristici fizico-chimice(magnetice, electrice, la coroziune), care permit folosirea oțelurilor în cele mai variate domenii industriale. Oțelul are un grad ridicat de izotropie a proprietăților fiind net superior materialelor naturale sau sintetice, caracterizate printr-o pronunțată anizotropie a proprietăților. În sfârșit, unele oțeluri speciale își mentin caracteristicile mecanice și fizico-chimice la temperaturi ridicate(+1000C).
Prin sudare din oțel se pot realiza construcții variate ca dimensiune și formă, prin asamblarea părților componente, prelucrate separat.
Piesele și construcțiile din oțel au o durabilitate ridicată in condițiile atmosferice și de temperatură obișnuite. În absența oricăror măsuri de protecție sau de mărime a rezistenței la coroziune, viteza de coroziune nu depașește 0.02mm/an. Durabilitatea oțelurilor poate fi mărită mult prin aliere sau prin acoperiri protectoare, tratamente termochimice etc. La temperatura ambiantă, oțelul nu-și modifică sensibil proprietățile și volumul.
În sfârșit, unul din avantajele principale ale oțelului, îl constituie posibilitatea refolosirii sale, prin adaptarea la alte scopuri decât cele preconizate sau prin retopire.
Preview document
















































































Conținut arhivă zip
- Modelarea Tuburilor Fretate.docx
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...