Cuprins
- 1. Stabilirea datelor necesare proiectării dispozitivului
- 1.1. Proprietăţile mecanice ale materialului piesei de prelucrat
- 1.2. Stadiul de proiectare a piesei până la operaţii pe carese proiectează dispozitivul
- 1.3. Elementele operaţiei pentru care se proiectează dispozitivul 2
- 2. Stabilirea şistemului bazelor de orientare a piesei de prelucrat in dispozitiv 4
- 2.1. Schiţa operaţiei
- 2.2. Stabilirea cotelor de realizat pe piesa şi a bazelor de cotare;
- 2.3. Stabilirea şistemului bazelor de orientare a piesei la prelucrarea şi a elementelor de orientare.
- 2.4. Calculul erorilor maxime admise la orientare;
- 2.5. Erorile de orientare a semifabricatului in dispozitiv;
- 2.6. Alegerea variantei optime de orientare. 4
- 3. Stabilirea fixării semifabricatului in dispozitiv 10
- 3.1. Calculul mărimii forţei de fixare 10
- 4. Proiectarea elementelor de orientare 12
- 5. Proiectarea elementelor de ghidare (sau de reglare) a sculelor 14
- 6. Proiectarea mecanismelor de strângere 15
- 7. Proiectarea corpului dispozitivului 18
- 8. Stabilirea elementelor de asamblare 19
- 9. Proiectarea elementelor de legatura a dispozitivului cu maşina - unealta 21
- 10. Stabilirea cotelor functionale ale dispozitivului şi a abaterilor acestora 22
- 11. Modul de lucru cu dispozitivul 22
- 12. Stabilirea materialelor elementelor componente ale dispozitivului 23
- Bibliografie 24
Extras din proiect
ORIENTAREA ŞI FIXAREA PIESELOR ÎN DISPOZITIVELE DE FABRICARE
1. Stabilirea datelor necesare proiectării dispozitivului
1.1. Proprietăţile mecanice ale materialului piesei de prelucrat
Proprietăţile mecanice ale materialului sunt necesare pentru calculul regimului de aşchiere şi pentru calculul componentelor forţei de aşchiere.
Materialul piesei este indicat pe desenul de execuţie ale acestuia, iar proprietăţile mecanice se aleg din standardul materialului respectiv.
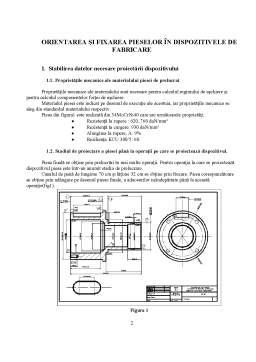
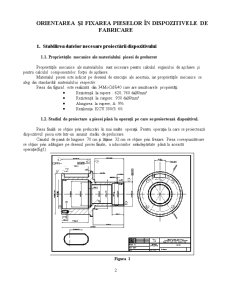
Piesa din figura1 este realizată din 34MoCrNi40 care are următoarele proprietăţi:
- Rezistenţă la rupere : 620 760 daN/mm²
- Rezistenţă la curgere: 930 daN/mm²
- Alungirea la rupere, A: 9%
- Rezilienţa KCU 300/5: 60.
1.2. Stadiul de proiectare a piesei până la operaţii pe care se proiectează dispozitivul.
Piesa finală se obţine prin prelucrări în mai multe operaţii. Pentru operaţia la care se proiectează dispozitivul piesa este într-un anumit stadiu de prelucrare.
Canalul de pană de lungime 70 cm şi lăţime 32 cm se obţine prin frezare. Piesa corespunzătoare se obţine prin adăugare pe desenul piesei finale, a adaosurilor neîndepărtate până la această operaţie(fig1).
Figura 1
1.3. Elementele operaţiei pentru care se proiectează dispozitivul
Elementele operaţiei care trebuiesc cunoscute pentru proiectarea dispozitivului sunt: fazele operaţiei, maşina unealtă, sculele utilizate, regim de aşchiere, forţele de aşchiere.
Fazele operaţiei sunt: frezarea canalului de pană de lungime 70mm. Operaţia se realizează într-o singură fază.
Maşina unealtă: prelucrarea se realizează pe o maşină de frezat FU32.Caracteristici principale sunt:
- S = 320 X 1250 (mm)
- Turaţia axului principal (rot/min): 30; 37.5; 47.5; 60; 75; 95; 118; 156; 190; 235; 300; 375; 475; 600; 750; 950; 1100; 1500.
- Avansul mesei (mm/min):
Longitudinal Transversal Vertical
23.5 ; 47.5 ; 60
75 ; 95 ; 118 ; 150
190 ; 235 ; 300 ; 375
475 ; 600 ; 750 ; 950
Cu avansul longitudinal
Cu avansul longitudinal
- P = 7.5 KW
- Distanţa minimă si maximă dintre suprafaţa batiului si mijlocul mesei: 210 – 460 mm.
- Lăţimea canalelor T = 18; numărul canalelor fiind 3, iar distanţa dintre ele fiind de 70 mm.
Scula utilizată. Pentru prelucrarea cerută se poate freza cilindro – frontală cu coadă conică. Scula se poate alege tin tabel, având următoarele caracteristici:
- D (frezei) = 32 mm;
- Con morse = 3 - 4 mm:
- Zn (număr de dinţi) = 6;
- l1(lungime coadă) = 56 – 109 mm;
- L (lungimea totală a sculei) = 155 - 208 mm;
- l (lungimea care frezează) = 53 - 106 mm.
Regimul de aşchiere. Regimul de aşchiere pentru fiecare fază a operaţiei se alege din normative sau se calculează. Parametrii regimului de aşchiere care trebuie stabiliţi sunt: adâncimea de frezare, avansul şi viteza.
Adâncime de frezare 11 [mm]
Numărul de dinţi z=6
Avansul pe dinte Sd=0.07 0.10
Turaţia n=1500
Forţa de tracţiune Ft=739
Puterea P=3.89
Sm=612,5
R=100
HB= 229
2. Stabilirea şistemului bazelor de orientare a piesei de prelucrat in dispozitiv.
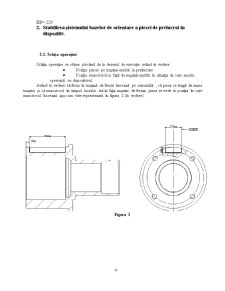
2.1. Schiţa operaţiei
Schiţa operaţiei se obţine plecând de la desenul de execuţie având în vedere:
- Poziţia piesei pe maşina-uneltă la prelucrare.
- Poziţia muncitorului faţă de maşină-uneltă în situaţia în care acesta operează cu dispozitivul.
Având în vedere că freza la maşină de frezat lucrează pe orizontală , că piesa se leagă de masa maşinii şi că muncitorul în timpul lucrului stă în faţa maşinii de frezat, piesa se vede în poziţia în care muncitorul lucrează aşa cum este reprezentată în figura 2 (în vedere).
Preview document





















Conținut arhivă zip
- Orientarea si Fixarea Pieselor in Dispozitivele de Fabricare
- dispozitiv maria.dwg
- dispozitive tehnologice.doc
- dt.ppt
Alții au mai descărcat și

I. Memoriu tehnic 1. Definitia, rolul si clasificarea dispozitivelor Dispozitivul reprezinta un component auxiliar al unui sistem tehnic, o...

1. CARACTERIZAREA TRANSMISIEI SURUB-PIULITA Transmisia surub-piulita, alcatuita dintr-un surub si o piulita aflate in miscare relativa in timpul...

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

Realizarea formei si preciziei dimensionale a pieselor prelucrate prin aschiere este posibila numai daca se asigura pieselor la prelucrare o...

1.Desenul de definire al piesei Sa se proiecteze procesul de conceptie al semifabricatului din figura 1. Figura 1 Analiza acestui desen se poate...

Cap. I Prezentarea temei 1.2 Descrierea functionalitatii piesei si analiza tehnologica a acesteia Mecanismele de asezare si strangere cu parghii...

Să se proiecteze un dispozitiv special pentru prinderea în vederea prelucrării prin găurire a suprafeţelor indicate la piesa din figură:...

TEMA DE PROIECTARE Sa se proiecteze un mecanism surub-piulita de tipul cric cu piulita rotitoare. Date de proiectare - Sarcina maxima: Q=40000 N...
Te-ar putea interesa și

Cap 1 CINEMATICA PRESELOR ACTIONATE HIDRAULIC ( FUNCTIONARE ) Principiul de funcționare a preselor hidraulice se bazează pe legea propagării...

OL50 face parte din norma STAS 500/ 1,2-80 Compoxiţie chimică: C= maxim 0,3 Mn = maxim 0,85 Si = maxim 0,4 Recomandări de utilizare: elemente...

Capitolul 1 Memoriu justificativ Ideea de presare a noroiului menajer colectat in fosele septice individuale si industriale a venit din cerințele...

Capitolul I DATE INITIALE 1.1) Denumirea piesei : Capac Cilindru 1.2) Nr. Desen : MU 300.7.21.2./A 1.3) Denumire ansamblu : Dispozitiv 1.4)...

CAIETUL DE SARCINI AL PRODUSULUI 1.1 Intoducere Cunoasterea produsului ce face obiectul proiectului de diploma prin cunosterea rolului sau...

1. INTRODUCERE Denumirea companiei: THYSSENKRUPP BILSTEIN COMPA S.A. ThyssenKrupp ThyssenKrupp AG este un important furnizor în industria...

ARGUMENT Masinile de frezat sunt destinate pentru prelucrarea urmatoarelor tipuri de suprafete; plane, canale deschise si suprafete complexe, cu...

ARGUMENT Dispozitivul este un grup de organe, legate intre ele intr-un fel determinat, insa fara posibilitatea de a se misca unul fata de...