Cuprins
- 1. Generalitati
- 2. Calculul fortei ce actioneaza asupra paletelor
- 3. Schema de încarcare a arborelui
- 4. Calculul diametrului arborelui
- 5. Verificarea la flambaj
- 6. Verificarea la oboseala a arborelui
- 7. Calculul simplificat al fusului axial.
Extras din proiect
1. Generalitati
Prajirea materialului oleaginos este operatia de tratament hidrotermic în decursul unui timp limitat, sub amestecare continua. Prajirea se realizeaza înainte de presare, asupra macinaturii obtinute la valturi sau, înainte de extractia prin procedee continui, asupra broken-ului rezultat în urma presarii, sau a macinaturii materiilor prime ce trec direct la extractie (de exemplu soia).
Scopul prajirii înainte de presare este de a realiza anumite transformari fizico-chimice ale componentelor macinaturii, ca si modificari ale structurii particulelor, pentru obtinerea randamentului maxim la presare. În plus se realizeaza transformari chimice suplimentare, care îmbunatatesc calitatea produselor finite si o dezodorizare partiala. Prajirea înainte de extractie este necesara pentru obtinerea plasticitatii dorite, în vederea prelucrarii la valturile de aplatizare în paiete fine, poroase si stabile, care sa nu se sfarame în extractor si sa prezinte o structura interna favorabila extractiei cu dizolvant.
Procesul de prajire se realizeaza în doua faze. În prima faza se realizeaza umectarea macinaturii (cu pulverizare cu apa si injectare de abur saturat, sau numai prin aburire), pâna la o umiditate optima caracteristica fiecarui sortiment de seminte.
În paralel cu umectarea are loc si o crestere rapida a temperaturii macinaturii. Etapa a doua a procesului de prajire consta în uscarea macinaturii umectate, pentru realizarea structurii celulare optime, precum si atingerii umiditatii si temperaturii dorite la presare sau extractie.
Utilajele pentru prajire folosite în mod curent în industria uleiului sunt de tipul prajitoarelor cilindrice cu compartimente multietajate (2-6 compartimente).
Pentru încalzirea compartimentelor, acestea sunt prevazute cu fund dublu, cu manta dubla, sau cu fund si manta dubla, în care se introduce abur saturat la 4,5 daN/cm2.
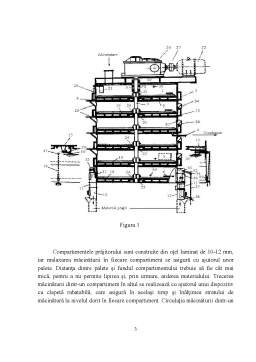
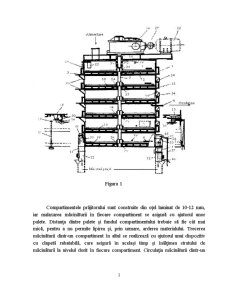
În figura 1 este prezentat un prajitor cu sase etaje cu fund dublu si manta dubla.
Figura 1
Compartimentele prajitorului sunt construite din otel laminat de 10-12 mm, iar malaxarea macinaturii în fiecare compartiment se asigura cu ajutorul unor palete. Distanta dintre palete si fundul compartimentului trebuie sa fie cât mai mica, pentru a nu permite lipirea si, prin urmare, arderea materialului. Trecerea macinaturii dintr-un compartiment în altul se realizeaza cu ajutorul unui dispozitiv cu clapeta rabatabila, care asigura în acelasi timp si înaltimea stratului de macinatura la nivelul dorit în fiecare compartiment. Circulatia macinaturii dintr-un compartiment în altul se face prin fante de evacuare, a caror asezare reciproca trebuie sa permita deplasarea cât mai lunga a macinaturii.
Procesul de prajire înainte de presare trebuie sa fie supravegheat pentru mentinerea constanta a caracteristicilor macinaturii.
Depasirea umiditatii optime la umectare nu este rationala, deoarece:
- se prelungeste timpul de prajire, ce duce la scaderea productivitatii preselor;
- se obtine o agregare prea puternica a particulelor si formarea bulgarilor ceea ce determina o presare necorespunzatoare;
- favorizeaza separarea uleiului în prajitoare, fapt care împiedica evaporarea normala a apei.
Preview document









Conținut arhivă zip
- Prajitor Seminte Floarea Soarelui.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

Introducere Ritmul actual de creştere a populaţiei şi deficitul existent sub aspectul mijloacelor de trai necesare pentru hrana oamenilor, impun...

CAPITOLUL I TEHNOLOGIA FABRICĂRII ULEIULUI 1.1. Introducere Procesarea materiilor prime grase este diferită în funcţie de felul acestora. La...

INTRODUCERE Lucrarea de fata prezintă o serie de modalităţi utilizate de întreprinderile moderne care le permit să îşi mobilizeze toate resursele...


Prezentare generala Un nou magazin pentru noi Este cunoscuta nevoia pentru cumparaturi, atat ca metoda de aprovizionare cu cele necesare, cat si...

Introducere Cargill a vandut seminte oleaginoase in Romania inca din 1996. In 2005, Cargill a achizitionat fabrica Olpo Ulei SA, una dintre cele...

Alimentele si componentele chimice ale acestora: Alimentele si importanta lor Organismele vii,plante si animale, ne furnizeaza hrana zilnica fara...

Introducere Agricultura a avut dintotdeauna un rol deosebit de important in dezvoltarea economiei, indeplinind o serie de functii cu caracter...