
Cuprins
- Introducere
- 1.1 Noţiuni generale despre prelucrarea prin broşare;
- 1.2 Clasificarea broşelor
- 2.Stabilirea schemei de aşchiere
- 3. Alegerea materialului piesei
- 3.1 Compoziţia chimică şi caracteristicile fizico-mecanice ale materialului piesei
- 4. Alegerea materialului sculei
- 4.1 Compoziţia chimică şi caracteristicile fizico-mecanice ale materialului sculei
- 4.2 Tratamentul termic pentru materialul sculei
- 5. Stabilirea elementelor constructiv dimensionale şi geometrice ale sculei
- 6. Calculul forţelor, momentelor şi puterii necesare aşchierii
- 7. Stabilirea sistemului de fixare şi poziţionare
- 8. Calculul de rezistenţă şi rigidizare a sculei.
- 9. Calculul regimului de aşchiere.
- 10. Stabilirea regimului de ascuţire şi reascuţire a sculei.
- 11. Stabilirea traseului tehnic de execuţie.
- Bibliografie
Extras din proiect
ETAPA 1
INTRODUCERE
1.1 Noţiuni generale despre broşare
Broşele sunt scule aşchietoare specializate, prevăzute cu mai mulţi dinţi, şi caracterizate prin aceea că realizează suprafaţa dorită după numai o singură angajare în aşchiere a fiecărui tăiş.
Prezentând o complexitate constructivă relativ ridicată, utilizarea acestor scule devine raţională din punct de vedere economic numai în producţia de serie mare şi masă, sau în cazul în care utilizarea altor procedee nu este posibilă.
Operaţia de broşare se poate realiza prin tragere, sau prin presare. În primul caz, broşa este trasă de-a lungul suprafeţei interioare sau exterioare a piesei care se lucrează, iar în al doilea caz, ea este împinsă cu ajutorul unei maşini de presat cu acţionare progresivă, de exemplu presa hidraulică.
O metodă modernă de broşare este broşarea circulară exterioară, la care piesa execută o mişcare de rotaţie, în timp ce scula execută o mişcare rectilinie.
Prin broşare se poate realiza degroşarea suprafeţelor după operaţii preliminare de aşchiere(găurire, rabotare, frezare), deformare plastică, precum şi netezirea sau calibrarea suprafeţelor interioare.
Prelucrarea prin broşare permite obţinerea unui grad de precizie ridicat, de exemplu 0,012mm pentru găuri şi 0,025mm pentru contururi exterioare.
1.2 Clasificarea broşelor
Clasificarea broşelor se poate face după mai multe criterii. Astfel din punct de vedere al mişcării principale, broşele de împart în:
- broşe cu mişcarea principală rectilinie;
- broşe cu mişcarea principală circulară;
După modul de solicitare a corpului broşei se disting:
- broşe solicitate la tracţiune;
- broşe solicitate la compresiune;
După poziţia suprafeţei prelucrate, broşele se pot împărţi în două categorii:
- broşe pentru prelucrări interioare
- broşe pentru prelucrări exterioare
După calitatea suprafeţei prelucrate şi după metoda de lucru:
- broşe de aşchiere
- broşe de netezire
După construcţia dinţilor:
- broşe normale(cu dinţi tăiaţi din corpul broşei)
- broşe cu dinţi demontabili
ETAPA 2
STABILIREA SCHEMEI DE AŞCHIERE PENTRU BROŞA CANAL PANĂ
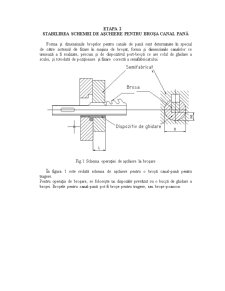
Forma şi dimensiunile broșelor pentru canale de pană sunt determinate în special de către sistemul de fixare în maşina de broşat, forma şi dimensiunile canalelor ce urmează a fi realizate, precum şi de dispozitivul port-broşă ce are rolul de ghidare a sculei, şi totodată de poziţionare şi fixare corectă a semifabricatului.
Fig.1 Schema operaţiei de aşchiere la broşare
În figura 1 este redată schema de aşchiere pentru o broşă canal-pană pentru tragere.
Pentru operaţia de broşare, se foloseşte un dispozitiv prevăzut cu o bucşă de ghidare a broşei. Broşele pentru canal-pană pot fi broşe pentru tragere, sau broşe-poanson.
Preview document

















Conținut arhivă zip
- Prelucrare prin Brosare.doc
Alții au mai descărcat și

Tema de proiect Sa se proiecteze o freza melc-modul monobloc de finisare cu un inceput, avand datele initiale : Modulul frezei m=6 Precizia...

ARGUMENT Scurt istoric al dezvoltării motoarelor cu piston, în raport cu cerinţele evoluţiei tehnico-economice a societăţii în acest context...


Brosa pentru prelucrarea canalului de pana STAS 1004-81 la piese cu dimensiunile d=85...90(mm), b=14ˍ₀‚₀₅₂, t2= 5,4⁺⁰’² , lungime a L= 90 mm, la...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

A. Cutit de strung TEMA PROIECTULUI Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din...

Din punct de vedere funcţional, piesa din figura este un pinion ce face parte dintr-o cutie de viteze a unei maşini unelte. Aceasta foloseşte la...

Capitolul 1. Introducere; Capitolul 1.1 Notiuni generale privind prelucrarea prin borsare; Brosarea este procedeul de prelucrare prin aschiere a...

Sa se proiecteze urmatoarele scule aschietoare: 1. Brosa pentru prelucrarea unei gauri hexagonale; 2. Scula pentru danturare de tip cutit roata...

CAP.1 ANALIZA CONSTRUCTIV TEHNOLOGICĂ A PIESEI DE PRELUCRAT a) Precizia dimensională Piesa de prelucrat – roată dinţată cilindrică cu dinţi...

Brodarea reprezintă un procedeu de prelucrare prin aschiere a suprafeţelor interioare sau exterioare, profilate sau neprofilate, pentru cazul...

Particularităţile de bază ale broşării Broşarea e prelucrarea prin aşchiere la care se asigură productivitatea maximă şi precizie ridicată pentru...