Cuprins
- Capitolul I. Generalităţi pag.
- I.1. Adaosul de prelucrare pag.
- I.2. Tipuri de aşchii pag.
- I.3. Mişcările în procesul de aşchiere pe strung şi dimensiunile aşchiei pag.
- I.4. Regimul de aşchiere la strunjire pag.
- Capitolul II. Prelucrarea arborilor netezi şi a arborilor în trepte cu mai multe cuţite
- prin strunjire pag.
- II.1. Scule folosite la prelucrarea arborilor netezi şi a arborilor în trepte cu
- mai multe cuţite prin strunjire pag.
- II.2. Prelucrarea arborilor netezi prin strunjire pag
- II.3. Prelucrarea arborilor în trepte cu mai multe cuţite prin strunjire pag
- II.4. Scheme tehnologice de prelucrare pag
- II.5. Materiale pentru arbori pag.
- II.6. Controlul suprafeţelor strunjite ale arborilor pag.
- Capitolul III. Reguli de protecţia muncii pag
- Bibliografie pag
Extras din proiect
Capitolul I. Generalităţi
Strunjirea este operaţia de prelucrare prin aşchiere pe maşini-unelte, numite strunguri. La aceasta prelucrare, fie se execută mişcarea principală de aşchiere (mişcare de rotaţie ), iar scula, mişcarea de avans (mişcare rectilinie, longitudinală, transversală sau combinată ).
Strungurile au o pondere foarte mare în atelierele de prelucrări mecanice prin aşchiere. Aceste maşini-unelte se folosesc la producţia individuală, de serie şi masa, precum şi în atelierele de întreţinere şi reparaţii.
I.1. Adaosul de prelucrare
Adaosul de prelucrare la strunjire, la fel ca la toate celelalte prelucrări mecanice, este partea de material care se pierde sub forma de aşchii.
Adaosul de prelucrare mai poate fi definit şi ca diferenţa dintre suprafaţa de prelucrare şi suprafaţa prelucrată.
De mărimea adaosului de prelucrare depinde, în mare măsură, preţul de cost al piesei. De aceea, se va avea grija ca la alegerea materialului aceasta să fie un semifabricat cu un diametru cât mai apropiat de diametrul cel mai mare din desen sau model. În acest fel vom reduce cantitatea de material cât şi timpul de prelucrare al piesei.
I.2. Tipuri de aşchii
Forma aşchiilor rezultate la prelucrarea prin aşchiere depinde de natura materialului de prelucrat, de forma geometrică a sculei, de regimul de aşchiere etc.
După forma lor, aşchiile pot fi :
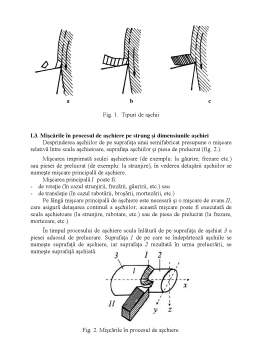
- de rupere (fig. 1, a) care se prezintă sub formă de parţi izolate, rupte unele de altele. Aceste aşchii se obţin, de regulă la prelucrarea materialelor fragile, ca : fonta, bronz, etc.;
- de forfecare sau de fragmentare (fig. 1, b), care se prezintă sub forma unor elemente unite între ele, având o suprafaţă zimţată pe partea concavă a aşchiei. De obicei aceste aşchii se obţin la prelucrarea metalelor dure şi semidure;
- continue sau de curgere (fig. 1, c), care se prezintă sub forma unor panglici continue netede. Aceste aşchii se obţin la prelucrare oţelurilor, alamelor etc.
a b c
Fig. 1. Tipuri de aşchii
I.3. Mişcările în procesul de aşchiere pe strung şi dimensiunile aşchiei
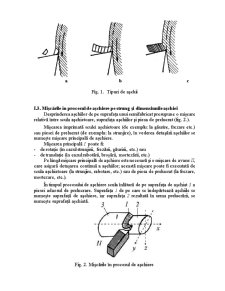
Desprinderea aşchiilor de pe suprafaţa unui semifabricat presupune o mişcare relativă între scula aşchietoare, suprafaţa aşchiilor şi piesa de prelucrat (fig. 2.).
Mişcarea imprimată sculei aşchietoare (de exemplu: la găurire, frezare etc.) sau piesei de prelucrat (de exemplu: la strunjire), în vederea detaşării aşchiilor se numeşte mişcare principală de aşchiere.
Mişcarea principală I poate fi:
- de rotaţie (în cazul strunjirii, frezării, găuririi, etc.) sau
- de translaţie (în cazul rabotării, broşării, mortezării, etc.)
Pe lângă mişcare principală de aşchiere este necesară şi o mişcare de avans II, care asigură detaşarea continuă a aşchiilor; această mişcare poate fi executată de scula aşchietoare (la strunjire, rabotare, etc.) sau de piesa de prelucrat (la frezare, mortezare, etc.).
În timpul procesului de aşchiere scula înlătură de pe suprafaţa de aşchiat 3 a piesei adaosul de prelucrare. Suprafaţa 1 de pe care se îndepărtează aşchiile se numeşte suprafaţă de aşchiere, iar suprafaţa 2 rezultată în urma prelucrării, se numeşte suprafaţă aşchiată.
Preview document














Conținut arhivă zip
- Prelucrarea Arborilor Netezi si a Arborilor in Trepte cu Mai Multe Cutite prin Strunjire.doc
Alții au mai descărcat și

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

I Memoriu tehnic 1. Analiza materialului Semnificaţia simbolului OL52 Notarea marcilor de otel de uz general se face prin simbolul OL urmat de 2...

I. Introducere Progresul tehnico-ştiinţific, în industria construcţiei de maşini, influenţează puternic dezvoltarea economiei naţionale a...

Tamburul se executa din fonta cenusie simpla sau aliata(cu molibden,nichel si crom)si uneori, din tabla de otel ambutisata sau combinate,compuse...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

11.1. Noţiuni generale În construcţia de maşini peste 70% din totalul pieselor prelucrate au unul sau mai multe alezaje, care pot fi înfundate sau...
Te-ar putea interesa și

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

Motivaţie În lucrarea de faţă am tratat câteva noţiuni teoretice legate de tehnologia de construcţie şi fabricaţie a motoarelor asincrone , în...

ARGUMENT Strungurile au o pondere foarte mare in atelierele de prelucrari mecanice prin aschiere, la productia individuala in serie si masa precum...

1. Introducere Generalități Particularitatea principală a tehnologiei de fabricație a mașinilor electrice o constituie varietatea mare a...

Fabricarea maşinilor electrice reprezintă ramura de bază a industriei electrotehnice constructoare de generatoare electrice pentru industria...

1.STUDIUL DE CAZ A UNEI SOLUTII TEHNOLOGICE AVANSATE Studiul tehnologic de netezire a suprafetelor cilindrice exterioare Prelucrarea de netezire...

10.1. Rolul funcţional, formele constructive şi condiţiile tehnice de execuţie a arborilor Arborii sunt organe de maşini cu lungimi mai mari...

Pompa de ulei ca element functional: Pompa este destinata transportului de fluid cu viteza si presiune relativ mica ( pompe de presiune sunt...