
Cuprins
- I. Generalităţi – Tehnologia prelucrării suprafeţelor pe maşini de frezat
- 1. Analiza operaţiei de frezare
- 2. Metode de frezare; alegerea metodei de frezare
- 3. Operaţii de frezare
- II. Determinarea regimului de aşchiere
- 1. Tehnologia frezării
- 2. Prinderea şi fixarea semifabricatelor
- 3. Alegerea şi fixarea frezelor
- a. Alegerea frezelor
- b. Fixarea frezelor
- III. Tehnologia prelucrării suprafeţelor prin frezare
- 1. Prelucrarea suprafeţelor plane prin frezare
- a. Frezarea suprafeţelor plane orizontale
- b. Frezarea suprafeţelor plane frontale
- c. Frezarea suprafeţelor plane înclinate
- d. Frezarea suprafeţelor plane conjugate
- e. Frezarea suprafeţelor plane compuse
- 2 . Prelucrarea canalelor şi retezarea materialelor
- a. Retezarea materialelor prin frezare
- b. Prelucrarea canalelor prin frezare
- c. Frezarea canalelor cu freze disc
- d. Frezarea canalelor cu freze deget
- e. Frezarea canalelor în formă de T
- f. Frezarea cananelor în formă de coadă de rândunică
Extras din proiect
1. Analiza operaţiei de frezare
Frezarea este operaţia de prelucrare prin aşchiere care se execută cu ajutorul unei scule aşchietoare numită freză, pe o maşină–unealtă denumită maşină de frezat.
Freza este o sculă aşchietoare cu mai multe muchii aşchietoare pentru prelucrarea suprafeţelor prin două mişcări simultane:
- mişcarea de rotaţie în jurul axei proprii;
- mişcarea de avans.
Părţile proeminente ale frezei se numesc dinţi. Dinţii constitue partea activă a frezei.
După felul cum este atacat materialul de dinţii frezei, se deosebesc două feluri de frezări: frezarea cu freză cilindrică (fig. 1) şi frezarea cu freză frontală (fig. 2).
Fig. 1. Frezarea cu freză cilindrică Fig. 2. Frezarea cu freza frontală
Aşchia are în ambele cazuri forma unei virgule, care la un capăt este mai subţire, iar la celălalt mai groasă. Deci, dinţii frezei nu sunt solicitaţi uniform în cursul deschiderii unei aşchii. Dinţii fiind mai solicitaţi când desprind partea mai groasă a aşchiei, vor trebui dimensionaţi pentru această solicitare în mod corespunzător.
Calitatea suprafeţei prelucrate prin frezare depinde de forma corectă, cilindrică, a frezei. Obţinerea tuturor muchiilor dinţilor pe suprafaţa cilindrică a frezei este dificilă.
Bătaia dinţilor influenţează defavorabil calitatea suprafeţei prelucrate, producând urme. La frezele cilindrice, bătaia dinţilor este mult mai posibilă decât la frezele frontale, de aceea prelucrarea suprafeţelor plane se face în condiţii mai bune cu freze frontale decât cu freze cilindrice. Cu cât bătaia dinţilor este mai mică cu atât calitatea suprafeţei prelucrate este mai bună.
La prelucrările prin frezare, mişcarea principală, adică mişcarea în care se produce aşchierea este executată de freză, iar mişcarea secundară, adică cea de avans, este executată de obicei de piesă.
2. Metode de frezare; alegerea metodei de frezare
Dacă se consideră sensul mişcării de avans faţă de sensul de rotaţie al frezei, se deosebesc două metode de frezare:
- frezarea contra avansului (fig. 3)
- frezarea în sensul avansului (fig. 4)
Fig. 3. Frezarea contra avansului Fig. 4. Frezarea în sensul avansului
Frezarea contra avansului este cea mai utilizată. În acest caz, piesa se mişcă spre muchiile aşchietoare în sens invers rotaţiei frezei. Avantajul acestei metode de frezare constă în faptul că dintele frezei despinde aşchia începând cu partea subţire (fig. 3), însă forţa Fv tinde să desprindă piesa de pe masa frezei, ceea ce impune un dispozitiv sigur de fixare. La începutul aşchierii, dintele este solicitat mai puţin, solicitatrea crescând pe măsură ce dintele pătrunde în material. Înainte de a intra în material, dintele următor alunecă pe suprafaţa prelucrată de dintele precedent, retezând urmele de prelucrare ale acestuia. Se obţine astfel o suprafaţă de bună calitate, însă se măreşte frecarea dintre dinte şi piesă, care produce încălzirea piesei şi a sculei. Pentru a reduce frecarea şi pentru răcire se întrebuinţează, în locul emulsiei obişnuite, uleiuri speciale de ungere şi răcire.
La frezarea în sensul avansului, materialul este atacat puternic la înfingerea dintelui, aşchia începând cu partea mai groasă (fig. 4).
Pătrunderea bruscă a dintelui în material solicită puternic freza, însă forţa Fv apasă piesa pe masa frezei ceea ce face ca masa maşinii să fie foarte solicitată şi aceasta impune ca ea să fie foarte rigidă. De asemenea, se observă că freza are un mers mai neliniştit, suprafaţa prelucrată este mai aspră (rugoasă). Pentru a evita deplasarea piesei de pe locul de fixare, ceea ce ar produce rebutarea piesei, trebuie eliminate jocurile din organele maşinii, din dorn şi dispozitivul de prindere a piesei; acestea trebuie să fie foarte rigide.
Faţă de cele indicate se recomandă să se utilizeze metoda de frezare contra avansului prin care se protejează scule aşchietoare şi se obţine o calitate a suprafeţei mai bune.
3. Operaţii de frezare
Din punct de vedere al prelucrării prin frezare a adaosului semifabricatului se disting:
- frezarea de degroşare prin care se desprind primele straturi de metal fără pretenţii de precizie dimensională şi de calitate a suprafeţei;
- frezarea de finisare prin care se desprinde ultimul strat de metal şi prin care se obţin dimensiunile nominale la precizia cerută şi calitatea suprafeţei prescrise în desenul de execuţie.
Din punct de vedere al formei suprafeţei prelucrate se deosebesc urmăroarele operaţii de frezare: frezarea plană, frezarea rotundă şi frezarea profilată.
Din punct de vedere al direcţiei de acţionare a frezei în raport cu axa acesteia se deosebesc: frezarea cilindrică, frezarea cilindrică-frontală, frezarea frontală, frezarea elicoidală şi frezarea prin rulare.
II. Determinarea regimului de aşchiere
1. Tehnologia frezării
Operaţiile care se execută prin frezare se pot obţine atât prin utilizarea unor freze corespunzătoare, cât şi prin combinarea mişcării principale de lucru a frezei cu mişcările secundare efectuate de către masa maşinii.
Gama de operaţii necesare pentru orice frezare, cuprinde:
- pregătirea locului de muncă;
- trasarea pieselor de frezat;
- aşezarea şi fixarea pieselor pe maşină;
- alegerea frezelor şi fixarea lor pe maşină;
- executarea frezării propriu-zise;
- controlul pieselor.
Totalitatea acestor operaţii reprezintă tehnologia frezării.
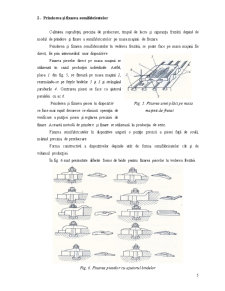
2. Prinderea şi fixarea semifabricatelor
Calitatea suprafeţei, precizia de prelucrare, timpul de lucru şi siguranţa frezării depind de modul de prindere şi fixare a semifabricatelor pe masa maşinii de frezare.
Prinderea şi fixarea semifabricatelor în vederea frezării, se poate face pe masa maşinii fie direct, fie prin intermediul unor dispozitive
Fixarea pieselor direct pe masa maşinii se utilizează în cazul producţiei individuale. Astfel, placa 1 din fig. 5, se fixează pe masa maşinii 2, rezemându-se pe feţele bridelor 3 şi 5 şi strângând şuruburile 4. Centrarea piesei se face cu ajutorul paralelei cu ac 6.
Prinderea şi fixarea piesei în dispozitiv Fig. 5. Fixarea unei plăci pe masa
se face mai rapid deoarece se elimină operaţia de maşinii de frezat
verificare a poziţiei piesei şi reglarea preciziei de
fixare. Această metodă de prindere şi fixare se utilizează în producţia de serie.
Fixarea semifabricatelor în dispozitive asigură o poziţie precisă a piesei faţă de sculă, mărind precizia de perelucrare.
Forma constructivă a dispozitivelor depinde atât de forma semifabricatelor cât şi de volumul producţiei.
În fig. 6 sunt prezentate diferite forme de bride pentru fixarea pieselor în vederea frezării.
Fig. 6. Fixarea pieselor cu ajutorul bridelor
La fixarea pieselor cu bride direct pe masa maşinii trebuie să se ţină seama de următoarele reguli:
- şurubul care fixează brida trebuie să fie montat cât mai aproape de piesă;
- brida se va sprijinii pe un suport de aceeaşi înălţime cu cea a piesei;
- extremitatea bridei nu se va prijinii pe parte piesei care nu este aşejată corect pe masă;
- pentru operaţia de degroşar, şuruburile se vor strânge la maxim, iar pentru finisare acestea se vor slabi puţin.
Pentru frezarea suprafeţelor care au suprafeţele prelucrate în unghi drept se folosesc echerele.
Preview document



















Conținut arhivă zip
- Prelucrarea Suprafetelor Plane prin Frezare.doc
Alții au mai descărcat și

TEMA PROIECTULUI: Sa se realizeze tehnologia de prelucrare a piesei Flansa ovala , avându-se în vedere un lot de 500 de bucati. CAPITOLUL 1....

ETAPA a-I-a 1. Studiul desenului de executie Analizind desenul de executie al piesei propuse pentru realizare se constata urmatoarele : •...

TEMA PROIECTULUI: Să se proiecteze la nivel de proiect tehnic cutia de viteze pentru “Maşina de frezat universală” cu următoarele caracteristici:...

Capitolul 1. PROCESUL DE FREZARE Frezarea reprezintă procedeul de generare prin aşchiere a suprafeţelor, ce se execută cu scule aşchietoare...

PRELUCRAREA CANALELOR 1.1. TIPURI DE CANALE Canalele sunt detalii constructive reprezentând adâncituri pe suprafetele pieselor, cu traseu...

Roțile dințate servesc la transmiterea mișcărilor de rotație sau translație la puteri mai mari sau mai mici. Ca urmare, angrenajul a fost, este și...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Masini de frezat Clasificarea masinilor de frezat Masina de frezat universala FU 32 Partile componente ale masinii de frezat FU 32 Componentele...
Te-ar putea interesa și

CAPITOLUL I 1.Analiza conditiilor tehnico-functionale si a tehnologicitatii pisei si stabilirea sistemului de productie 1.1 Analiza rolului...

CAPITOLUL 1. PROCESUL TEHNOLOGIC OPTIM TIPIZAT DE PRELUCRARE A PIESELOR DIN CLASA ,, PIESE CU SUPRAFEŢE PLANE’’ CONDIŢII TEHNICE IMPUSE...

1. Analiza rolului funcţional şi a desenului de execuţie; condiţii tehnice. Arborii in construcţia de autovehicule sunt intr-o gamă foarte...
PRELUCRAREA CANALELOR 1.1. TIPURI DE CANALE Canalele sunt detalii constructive reprezentând adâncituri pe suprafetele pieselor, cu traseu...

INTRODUCERE SCURT ISTORIC AL ASCHIERII. TENDINTE ACTUALE Intre procedeele de prelucrare a pieselor finite folosite în industrie, aschierea ocupa...

CONSIDERAŢII GENERALE Frezarea este o operaţie de aşchiere executată cu ajutorul unei scule roti¬toare prevăzută cu mai multe tăişuri, denumită...

1 ROLUL ȘI EVOLUȚIA PRELUCRĂRILOR PRIN AȘCHIERE Prelucrare prin așchiere este un proces mecanic de îndepărtare sub formă de așchii a unui strat...

INTRODUCERE ÎN TEHNOLOGIILE DE PRELUCRARE ŞI CONTROL 1.1. CICLUL DE VIAŢĂ AL PRODUSELOR Ciclul de viaţă al unui produs cuprinde trei etape...