
Extras din proiect
Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere a reperului indicat, pentru o producţie de 30 000 buc/an.
ETAPE DE PROIECTARE
1. Stabilirea tipului de semifabricat.
2. Stabilirea succesiunii fazelor şi operaţiilor de prelucrare precum şi a maşinilor unelte şi SDV-urilor necesare.
3. Calculul (pentru o suprafaţă indicată) şi adoptarea pentru celelalte suprafeţe a adaosurilor de prelucrare.
4. Calculul şi adoptarea regimurilor de prelucrare prin aşchiere.
5. Calculul normelor tehnice de timp.
6. Plan de operaţii.
1.STABILIREA TIPULUI DE SEMIFABRICAT
Bară laminată OLC 45
PROCESUL TEHNOLOGIC DE PRELUCRARE MECANICĂ
NR.
CRT. DENUMIREA OPERAŢIILOR ŞI FAZELOR SCHIŢĂ DE PRELUCRARE MAŞINA- UNEALTĂ ORIENTAREA
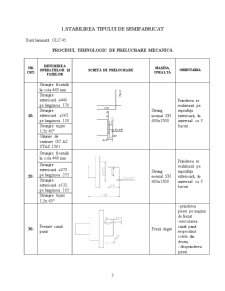
10. Strunjire frontală la cota 445 mm Strung normal SN 400x1500 Prinderea se realizează pe suprafaţa exterioară, în universal cu 3 bacuri
Strunjire exterioară ø440 pe lungimea 170
Strunjire exterioară ø165 pe lungimea 110
Strunjire teşire 1,5x 45
Găurire de centrare GC A2 STAS 1361
20. Strunjire frontală la cota 440 mm Strung normal SN 400x1500 Prinderea se realizează pe suprafaţa exterioară, în universal cu 3 bacuri
Strunjire exterioară ø275 pe lungimea 275
Strunjire exterioară ø132 pe lungimea 165
Strunjire teşire 1,5x 45
30. Frezare canal pană Freză deget - prinderea piesei pe maşina de frezat
-executarea canal pană respectând cotele din desen;
- desprinderea piesei
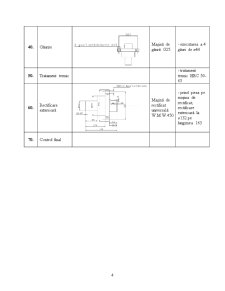
40. Găurire Maşină de găurit G25 - executarea a 4 găuri de ø44
50. Tratament termic - tratament termic HRC 50-65
60. Rectificare exterioară Maşină de rectificat universală
W.M.W.450 - prind piesa pe maşina de rectificat; rectificare exterioară la ø132 pe lungimea 165
70. Control final
2. STABILIREA SUCCESIUNII FAZELOR ŞI OPERAŢIILOR DE PRELUCRARE PRECUM ŞI A MAŞINILOR UNELTE ŞI SDV-URILOR NECESARE
Precizia şi calitatea suprafeţelor la prelucrarea suprafeţelor exterioare cilindrice
-pentru suprafaţa frontală ø 132 [mm]
• Strunjire de degroşare:
IT 12; Ra=12,5 [mm]; T=400[mm]
• Strunjire de finisare:
IT 10; Ra=6,3 [mm]; T=160[mm]
• Rectificare de degroşare:
IT 8; Ra=3,2 [mm]; T=63[mm]
• Rectificare de finisare:
IT 6; Ra=1,6 [mm]; T=25[mm]
-pentru suprafaţa frontală ø 275 [mm]
• Strunjire de degroşare:
IT 12; Ra=25 [mm]; T=520[mm]
• Strunjire de finisare:
IT 10; Ra=12,5 [mm]; T=210[mm]
-pentru suprafaţa frontală ø 440 [mm]
• Strunjire de degroşare:
IT 12; Ra=25 [mm]; T=630[mm]
• Strunjire de finisare:
IT 10; Ra=12,5 [mm]; T=250[mm]
-pentru suprafaţa frontală ø 165 [mm]
• Strunjire de degroşare:
IT 12; Ra=12,5 [mm]; T=400[mm]
• Strunjire de finisare:
IT 10; Ra=6,3 [mm]; T=160[mm]
Toleranţe T se alege din STAS 8101-68 (tab. 2.15, pag.170)
- pentru finisare T=160 (IT 10)
- pentru degroşare T= 400 (IT 12)
3. CALCULUL (PENTRU O SUPRAFAŢĂ INDICATĂ) ŞI ADOPTAREA PENTRU CELELALTE SUPRAFEŢE A ADAOSURILOR DE PRELUCRARE
Operaţia de strunjire
Pentru suprafaţa frontală ø132-0,04 şi lungimea de 165[mm]
a) Adaosul pentru RECTIFICARE (operaţia precedentă este strunjirea de finisare, IT 8)
Rz-1=6,3 [mm]
Si-1=12 [mm] (tab.4.9, pag.220)
Abaterea spaţială:
Unde l reprezintă lungimea totală pe care se efectuează prelucrarea, l=165 mm. Curbarea specifică a semifabricatelor laminate la cald: - a fost aleasă după călire cu încălzire cu CIF (tab.4.6, pag. 218)
Preview document
























































Conținut arhivă zip
- Procesul Tehnologic de Prelucrare Mecanica.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Sa se elaboreze tehnologia optima de fabricatie pentru reperul&. &, desen nr&&.apartinând utilajului tehnologic&&&&.. Sunt necesare&&&buc. A....
Te-ar putea interesa și

REZUMAT Prezenta lucrare este formată din două părți, o parte tehnică și o parte economico-managerială. În partea tehnică a lucrării, intitulată...

OPIS Anexe : Plan de operaţii – 3 file ÎNTRODUCEREA Tema lucrării constă în proiectarea şi construcţia unei maşini de frezat în patru axe...

Analizând desenul de execuție vedem că avem de proiectat procesul tehnologic a unei scule de tip Freză frontală, cod CT.2407-03 cu o lungime de 190...

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de execuție al piesei 1.1.1. Rolul funcțional al piesei Piesa face parte din ansamblul...

ETAPA I : Alegerea semifabricatului Din desenul de executie rezulta ca piesa este confectionata din OLC45 STAS 880-66 avand urmatoarele...

Introducere Sistemul de racire constituie o componentă foarte importantă a unui automobil, alături de cel de suspensie, ce asigură o modalitate...

INTRODUCERE Obiectivul activităţii de proiectare a procesului tehnologic de prelucrare mecanică al reperului FLANSA ,desen AL05.11 , îl constituie...