Extras din proiect
Date iniţiale
- Tema: Programarea şi conducerea fabricaţiei a două repere diferite, ce se execută simultan, în condiţii de resurse limitate şi date impuse, din componenţa produsului grup hidraulic.
- Condiţii generale: Cele două repere se execută la comandă pentru beneficiari interni sau externi. Comenzile sau contractele cu beneficiarii externi se elaborează potrivit legislaţiei în vigoare.
Pentru realizarea celor două repere, potrivit clauzelor contractuale, se impune o analiză detaliată a proiectului de fabricaţie. Această analiză este prezentată, etapizat, în cele ce urmează.
Beneficiar: S.C. AutoParts S.R.L.
Executant: U.O.C. F.I.M.I.M. A.R. Sandu Cristian
Volumul de producţie (la nivel de produs): 800 buc./an
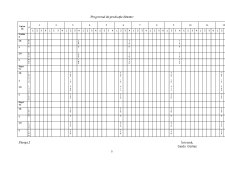
Condiţii şi termene de livrare: Produsul se livrează la beneficiar în ultima săptămână a fiecărui trimestru, în următoarele cantităţi:
- trimestrul I – 180 buc.
- trimestrul II – 220 buc.
- trimestrul III – 220 buc.
- trimestrul IV – 180 buc.
Perioada de asamblare a celor 18 repere pentru obţinerea produsului grup hidraulic este de 2 săptămâni (80 ore).
- Date iniţiale:
z = 250 zile/an
ks = 1 schimb/zi
h = 8 ore/schimb
sk = 3,5 lei/oră
srk = 4 lei/oră
ak = 3,5 lei/oră
Rf = 150
p = 5
E = 0,2
Ct = 3,2 lei
2. Analiza proiectului de fabricaţie
2.1 Structura de Dezagregare a Produsului (SDP)
Produsul acestui proiect este constituit din cele două repere, executate şi livrate beneficiarului la termenele stabilite.
Pentru fiecare reper în parte se elaborează o tehnologie de prelucrare, compatibilă cu resursele existente în cadrul societăţii.
Resursele sunt de tip om-maşină şi limitate. Astfel, în atelierul de producţie al Societăţii Comerciale se găsesc maşini-unelte, de diferite tipuri, în câte un singur exemplar din fiecare tip.
Lansarea în fabricaţie a celor două repere se face simultan, pe resursele existente, pentru a obţine un grad de utilizare al acestora cât mai mare şi o durată a ciclului de producţie cât mai mică.
Prin lansarea simultană în fabricaţie a celor două repere se creează un front de lucru larg, cu operaţii executate în paralel. În felul acesta, se respectă două dintre principiile fundamentale de organizare a proceselor de producţie: principiul proporţionalităţii şi principiul paralelismului.
Respectarea celor două principii asigură utilizarea raţională a capacităţilor de producţie, reducerea ciclurilor de fabricaţie şi respectarea termenelor de livrare.
În esenţă, structura de Dezagregare a Produsului (SDP) se bazează pe proprietatea generală a sistemelor potrivit căreia orice structură poate fi dezagregată în elemente de ordin inferior. Dezagregarea se poate efectua până la nivelul entităţilor elementare din sistem, denumite, convenţional, piese.
În cazul analizat, presupunând că cele două repere provin din acelaşi produs, se poate accepta următoarea schemă simplificată a SDP. (Planşa 1)
Schema sugerează faptul că în structura produsului pot exista şi alte repere.
2.2 Structura de Dezagregare a Lucrărilor (SDL)
Aceasta este o reprezentare structurală a tuturor lucrărilor din proiect.
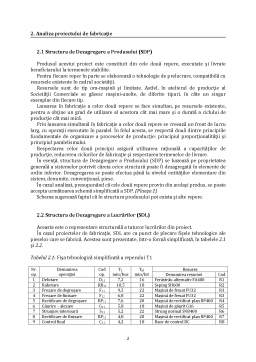
În cazul proiectelor de fabricaţie, SDL are ca punct de plecare fişele tehnologice ale pieselor care se fabrică. Acestea sunt prezentate, într-o formă simplificată, în tabelele 2.1 şi 2.2.
Preview document











Conținut arhivă zip
- Programarea si Conducerea Fabricatiei a Doua Repere Diferite.doc
Te-ar putea interesa și

Capitolul 1- Criterii care stau la baza elaborării proceselor tehnologice 1. Analiza desenului de execuţie şi tehnologicitatea piesei In desenul...

PARTEA I PROCES SI SISTEM DE PRODUCTIE PENTRU PRODUSUL CARCASA MEMORIUL TEHNICO – ECONOMIC CAPITOLUL 1 DATE INITIALE GENERALE Proiectarea...

Tema proiectului de pregatire a proceselor de fabricatie Se va proiecta PREGATIREA PROCESULUI DE FABRICATIE PENTRU 3 REPERE comandate a fi...

I. DATE INIŢIALE 1.1. Tema proiectului Programarea şi conducerea fabricaţiei a trei repere în condiţii de resurse nelimitate fără date impuse şi...

INTRODUCERE Toate activităţile organizate şi conduse de oameni au la bază proiecte. Natura proiectelor s-a schimbat în mod evident comparativ cu...

Studiul tehnico-economic privind procesul tehnologic de fabricare a produsului P şi proiectarea echipamentului tehnologic E : P: Tub Esapament...

CAPITOLUL I Introducere 1.1. Taylor şi mitul producţiei de masă În perioadele dintre cele două războaie mondiale şi după cel de-al doilea război...