Cuprins
- Întroducere 2
- 1. Calculul de proiectare a cuţitului prismatic profilat
- 1.1 Datele iniţiale 3
- 1.2 Destinaţia sculei 4
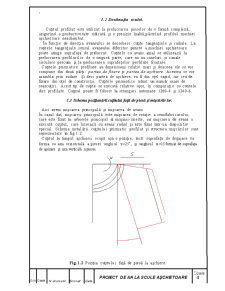
- 1.3 Schema poziţionării cuţitului faţă de piesă şi mişcările lor 4
- 1.4 Particularităţile construcţiei cuţitului prismatic profilat 5
- 1.5 Alegerea materialului cuţitului 5
- 1.6 Alegerea parametrilor dimensionali şi a parametrilor geometrici
- a cuţitului disc profilat 5
- 1.7 Calculul parametrilor constructivi a profilului cuţitului. 6
- 1.8.Descrierea profilarii grafice a cutitului 7
- 1.9 Alegerea toleranţelor pentru dimensiunile principale ale cuţitului. 9
- 1.10 Procesul de ascuţire a cuţitului 9
- 1.11 Stabilirea cerinţelor tehnice pentru proiectarea cuţitului 10
- 1.12 Descrierea fixării cuţitului 11
- 2. Calculul de proiectare a brosei cilindrice
- 2 1 Date iniţiale 12
- 2.2 Destinaţia broşei şi modelul maşinii unelte pe care va fi instalată 12
- 2.3 Procesul de prelucrare prin broşare şi mişcările de bază a brosei 12
- 2.4 Particularităţile construcţiei broşei. 13
- 2.5 Alegerea materialului broşei 14
- 2.6 Alegerea dimensiunilor şi a parametrilor geometrici a broşei. 14
- 2.7 Calculul parametrilor constructivi ai profilului broşei 15
- 2.8 Calculul abaterilor dimensiunilor 18
- 2.9 Descrierea ascuţirii broşei 19
- 2.10 Elaborarea cerinţelor tehnice 19
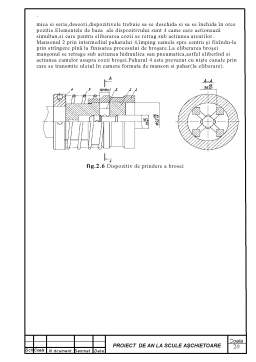
- 2.11 Descrierea fixarii brosei în dispozitiv 19
- Anexă 21
- Bibliografie 22
Extras din proiect
Introducere
Calitatea înaltă a pieselor pentru masini si mecanisme poate fi asigurata folosind la prelucrarea lor masini-unelte corespunzatoare.Un rol de baza în atingerea scopului urmarit revine sculelor aşcitoare, care înlăturînd succesiv straturi subţiri de metal de pe suprafaţa semifabricatului, imprimă pieselor forma şi dimensiunile necesare.
Capacitatea de functionare a sculei aschietoare are o influenta deosebita asupra eficacitatii economice a procesului de fabricatie.În industria moderna constructoare de masini este folosita o diversitate larga de scule avînd în vedere destinatia si constructia lor.
Sculele aschietoare folosite în producerea automatizata trebuie sa satisfaca urmatoarele conditii: rapiditatea si fiabilitatea montarii sculelor pe masina-unealta; posibilitatea reglarii sculei la dimensiunea dorita; stabilitatea dimensionala ridicata; asigurarea orientarii aschiilor si evacuarea lor din zona de lucru.etc.
La proiectarea sculelor se foloseste tot mai larg calculul automatizat pe baza computerelor.Folosind acest calcul automatizat are loc reducerea timpului de proiectare si eficienta proiectarii.
Alegerea sculei de aşchiat are loc după alcătuirea procesului tehnologic de prelucrare a piesei şi depinde de destinaţia şi condiţiile de muncă, de particularităţile constructive şi cerinţele ce li se cer. În trecut metodele de prelucrare erau puţin efective, cu productivitate şi precizie scăzută. Acestea se bazau pe folosirea pietrei ca material pentru sculă. În următoarele etape de dezvoltare se observă o trecere de la sculele din piatră la cele metalice. Un progres deosebit în dezvoltarea producerii sculelor aşchietoare s-a urmărit în timpul trecerii la prelucrarea pieselor pe M.U., datorită apariţiei suporturilor.
În decursul întregii istorii de dezvoltare a prelucrării materialelor cu scule aşchietoare se acordă o mare importanţă asupra construcţiei M.U. şi întregii tehnologii C.M. Trecerea la industria cu M.U. a adus la dezvoltare rapidă a sculelor aşchietoare şi proiectarea de noi tipuri scule.
În prezent, dezvoltarea construcţiilor de maşini a adus la aceea, că sculele aşchietoare comandate la un producător de scule, vin la utilizator împreună cu toate recomandările, regimuri de aşchiere optime, pentru asigurarea aşchierii caliative şi prelungirea perioadei de viaţă a sculei, dispozitive de fixare, şi toate acestea pentru a asigura o productivitate cît mai înaltă.
1. Calculul de proiectare a cutitului disc profilat
1.1 Datele iniţiale.
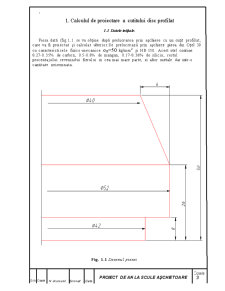
Piesa dată (fig.1.1 se va obţine după prelucrarea prin aşchiere cu un cuţit profilat,
care va fi proiectat şi calculat ulterior.Se prelucrează prin aşchiere piesa din Oţel 30
cu caracteristicele fizico-mecanice σB=50 kg/mm2 şi HB 150. Acest otel contine 0.27-0.35% de carbon, 0.5-0.8% de mangan, 0.17-0.36% de siliciu, restul procentajului revenindui fierului in cea mai mare parte, si altor metale dar intr-o cantitate neisemnata.
Fig. 1.1 Desenul piesei.
1.2 Destinaţia sculei.
Cuţitul profilat este utilizat la prelucrarea pieselor de o formă complexă, asigurînd o productivitate ridicată şi o precizie înaltă,păstrînd profilul muchiei aşchietoare neschimbat.
În funcţie de direcţia avansului se deosebesc cuţite tangenţiale şi radiale. La cuţitele tangenţiale sensul avansului diferitor puncte a muchiei aşchietoare poate atinge suprafaţa de prelucrat. Cuţitele cu avans axial se utilizează la prelucrarea profilurilor de o singură parte, care nu au caneluri şi canale circulare precum şi la prelucrarea suprafeţelor profilate frontale.
Preview document



















Conținut arhivă zip
- Proiect la Scule Aschietoare
- arhirii brosa1co.dwg
- cutit prism arhirii.dwg
- Proiect la Scule Aschietoare.docx
Alții au mai descărcat și

1. INTRODUCERE Necesitatea de a realiza activităţi de mentenanţă porneşte de la faptul că există procese de uzură. Uzura este un proces tehnic,...

1. Analiza funcţională – constructivă a piesei 1.1 Rolul funcţional al piesei Prin tema de proiect s-a cerut proiectarea procesului tehnologic al...

Să se proiecteze acţionarea hidraulică a robotului de tip TT din figură pentru deplasarea braţului pe direcţia axei Ox la capătul căreia se află o...

GRAFIC DE LUCRU Partea scrisă: Graficul de lucru Tema de proiect Descrierea unui reactor Proiectarea corpului recipientului Stabilirea...

Tema Proiectului Sa se proiecteze cutia de viteze a unui strung normal avand urmatoarele date initiale: n_min = 40 [rot/min] n_max = 1800...

TRANSMISII PRIN CABLU 1. Recomandări generale Cablurile, folosite in general la masinile de ridicat, sunt cabluri duble, de constructie normala...

Să se proiecteze un sistem de producţie pentru execuţia clasei de produse matriţe, necesare în industria constructoare de maşini,la o sarcină de...

1. NOTIUNI GENERALE DESPRE BURGHIERE Burghiele sunt scule aşchietoare, folosite la executarea găurilor din plin, fiind unele din cele mai...
Te-ar putea interesa și

Sa se proiecteze un cutit de strung cu placuta din carbura metalica, fixata mecanic pentru prelucrarea arborelui din fig. 1. Placuta tip “C”,...

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

A. Cutit de strung TEMA PROIECTULUI Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din...

1.Considerații Generale 1.1 Obiectul proiectului și principalele probleme propuse a fi rezolvate Tema proiectului este Procesul Tehnologic de...

Sa se faca proiectarea urmatoarelor scule: Cutit de strunjit exterior cod ISO PDJNR 32 25 M 15, pentru prelucrarea oţelurilor cu duritate medie...

1 DATE DESPRE PIESA SI SEMIFABRICAT 1.1 Rolul funcțional al piesei in subansamblul aferent Biela este organul mecanismului motor care transmite...

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere pe M.U....

Tema proiectului Sa se proiecteze tehnologia de prelucrare prin aschiere a piesei prezentate in urmatoarea figura in conditiile unei productii de...