
Extras din proiect
1. Analiza funcţională – constructivă a piesei
1.1 Rolul funcţional al piesei
Prin tema de proiect s-a cerut proiectarea procesului tehnologic al reperului „CAPAC”
Piesa „CAPAC” este o carcasă dintr-o bucată care face legatura între elementele aflate în mişcare, montate în interiorul carcasei şi corpul produsului (cilindru pneumatic/ hidraulic), pe care este fixată piesa
Cunoasterea rolului functional al piesei este de mare importanta in analiza posibilitatilor de analizare prin prelucrare a acestuia intru-cat permite o mai buna apreciere asupra conditiilor tehnice impuse piesei, calitatea suprafetei, tolerantele cotelor suprafetelor care au rol fuctional.
1.2 Codificarea suprafeţelor piesei
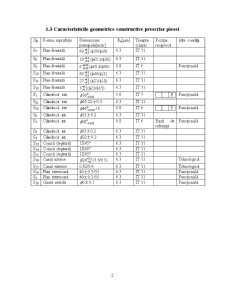
Pentru a pune în evidenţă toate suprafeţele piesei este necesară realizarea unei vederi frontale, a unei secţiuni axiale şi a unei secţiuni parţiale. Schiţele piesei cu numerotarea suprafeţelor acesteia sunt prezentate în figura de mai jos.
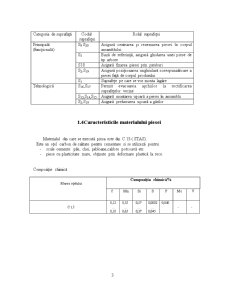
1.3 Caracteristicile geometrice constructive prescrise piesei
SK Forma suprafeței Dimensiuni principale[mm] Ra[μm] Treapta
(clasa) Poziția reciprocă Alte condiții
S7 Plan-frontală 60 (ϕ30/ϕ24)
6.3 IT 11
S8 Plan-frontală 19 (ϕ65.2/ϕ30)
6.3 IT 11
S9 Plan-frontală 6 (ϕ65.2/ϕ40)
0.8 IT 6 Funcțională
S10 Plan-frontală 60 (ϕ40/ϕ21)
6.3 IT 11
S11 Plan-frontală 27 (ϕ21/ϕ18)
6.3 IT 11
S12 Plan-frontală 3 (ϕ22/ϕ15)
6.3 IT 11
S1 Cilindrică ext.
1.6 IT 7 P
Funcțională
S21 Cilindrică ext.
6.3 IT 11
S20 Cilindrică ext
0.8 IT 6 P
Funcțională
S6 Cilindrică int.
6.3 IT 11
S5 Cilindrică int.
0.8 IT 6 Bază de referință Funcțională
S4 Cilindrică int.
6.3 IT 11
S3 Cilindrică int.
6.3 IT 11
S13 Conică (teșitură) 1X45° 6.3 IT 11
S14 Conică (teșitură) 1X45° 6.3 IT 11
S15 Conică (teșitură) 1X45° 6.3 IT 11
S16 Canal interior (3.5/9.5)
6.3 IT 11 Tehnologică
S17 Canal exterior 0.82/0.6 6.3 IT 11 Tehnologică
S19 Plan exterioară 40 /55
6.3 IT 11 Funcțională
S2 Plan exterioară 40 /55
6.3 IT 11 Funcțională
S18 Gaură netedă
6.3 IT 11 Funcțională
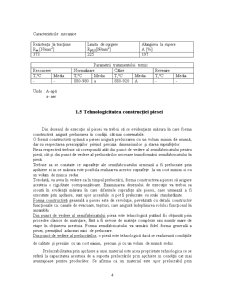
Categoria de suprafață Codul
suprafeței Rolul suprafeței
Principală
(funcțională) S9 S20 Asigură centrarea și rezemarea piesei în corpul ansamblului
S5 Bază de referință, asigură ghidarea unei piese de tip arbore
S18 Asigură fixarea piesei prin șuruburi
S2,S19 Asigură poziționarea unghiulară corespunzătoare a piesei față de corpul produsului
S1 Suprafețe pe care se vor monta lagăre
Tehnologică S16,S17 Permit evacuarea așchiilor la rectificarea suprafețelor vecine
S13,S14,S15 Asigură montarea ușoară a piesei în ansamblu
S2,S19 Asigură prelucrarea ușoară a gărilor
1.4 Caracteristicile materialului piesei
Materialul din care se execută piesa este din C 15.( STAS).
Este un oţel carbon de calitate pentru cementare si se utilizeză pentru:
- scule cemente: pile, chei, şabloane,calibre potcoavă etc
- piese cu plasticitate mare, obţinute prin deformare plastică la rece.
Compoziţie chimică
Marca oţelului Compoziţia chimică%
C Mn Si S P Mo V
C 15 0,12
…
0,18 0,35
…
0,65 0,17
…
0,37 0,0002
…
0,045 0,040
-
-
Caracteristicile mecanice
Rezistenţa la tracţiune
Rm [N/mm2] Limita de curgere
Rp0,2[N/mm2] Alungirea la rupere
A [%]
373 225 197
Parametrii tratamentului termic
Recoacere Normalizare Călire Revenire
T,°C Media T,°C Media T,°C Media T,°C Media
- - 880-980 a 880-920 A - -
Unde : A-apă
a- aer
1.5 Tehnologicitatea construcţiei piesei
Din desenul de execuţie al piesei va trebui să se evidenţieze măsura în care forma constructivă asigură prelucrarea în condiţii cât mai convenabile.
O formă constructivă optimă a piesei asigură prelucrarea cu un volum minim de muncă, dar cu respectarea prescripţiilor privind precizia dimensiunilor şi starea suprafeţelor.
Piesa respectivă trebuie să corespundă atât din punct de vedere al semifabricatului pentru piesă, cât şi din punct de vedere al prelucrărilor necesare transformării semifabricatului în piesă.
Trebuie sa se constate ce suprafeţe ale semifabricatului urmează a fi prelucrate prin aşchiere si in ce măsura este posibila realizarea acestor suprafeţe la un cost minim si cu un volum de munca redus.
Totodată, va avea în vedere ca în timpul prelucrării, forma constructiva a piesei să asigure acesteia o rigiditate corespunzătoare. Examinarea desenului de execuţie va trebui sa scoată în evidenţă măsura în care diferitele suprafeţe ale piesei, care urmează a fi executate prin aşchiere, sunt uşor accesibile si pot fi prelucrate cu scule standardizate.
Forma constructivă generală a piesei este de revoluţie, prevăzută cu detalii constructiv funcţionale ca: canale de evacuare, teşituri, care asigură îndeplinirea rolului funcţional în ansamblu.
Din punct de vedere al semifabricatului piesa este tehnologică putând fii obţinută prin procedee clasice de matriţare, fără a fi nevoie de matriţe complexe sau număr mare de etape în obţinerea acestuia. Forma semifabricatului va urmării fidel forma generală a piesei, permiţând adaosuri mici de prelucrare.
Din punct de vedere al prelucrărilor, o piesă este tehnologică dacă se realizează condiţiile de calitate şi precizie cu un cost minim, precum şi cu un volum de muncă redus.
Prelucrabilitatea prin aşchiere a unui material este acea proprietate tehnologica ce se referă la capacitatea acestuia de a suporta prelucrările prin aşchiere in condiţii cat mai avantajoase pentru producător. Se afirma ca un material este uşor prelucrabil prin aşchiere atunci când este posibila utilizarea unor viteze mari de aşchiere, dar cu cheltuieli minime de scule, cu solicitări mecanice si energetice reduse, cu obţinerea unei rugozităţi optime a suprafeţei prelucrate etc. Întrucât, aşa cum se poate observa, prelucrabilitatea prin aşchiere a unui material se poate evalua din diferite puncte de vedere (al masuri in care se uzează sculele aşchietoare, al consumului de energie, al rugozităţi suprafeţelor prelucrate etc.), atunci când se fac aprecieri de prelucrabilitate, este absolut necesara si precizarea punctului de vedere prin prisma căruia se face evaluarea. La examinarea desenului de execuţie a unei piese, tehnologul poate constata ca materialul prescris pentru un anumit reper este suficient de prelucrabil, astfel nu mai trebuie facute nici un fel de masuratori în acest sens. In alte cazuri, se poate ajunge insa la concluzia ca materialul prescris se caracterizează printr-o prelucrabilitate scăzuta. Este momentul aici sa se precizeze următoarele: daca in cazul prelucrărilor de degroşare interesează cu precădere ca prelucrarea sa decurgă cu un consum minim de scule, cu o productivitate ridicata , cu solicitări mecanice scăzute, in condiţiile unor regimuri de aşchiere intense, altele vor fi condiţiile care vor determina prelucrabilitatea la finisare, când se va urmări in deosebi rugozitatea suprafeţelor ce se obţin prin aşchiere.
Preview document

































































Conținut arhivă zip
- Proiect TFP - Analiza Piesei.doc
Alții au mai descărcat și

1. INTRODUCERE Necesitatea de a realiza activităţi de mentenanţă porneşte de la faptul că există procese de uzură. Uzura este un proces tehnic,...

Să se proiecteze acţionarea hidraulică a robotului de tip TT din figură pentru deplasarea braţului pe direcţia axei Ox la capătul căreia se află o...

GRAFIC DE LUCRU Partea scrisă: Graficul de lucru Tema de proiect Descrierea unui reactor Proiectarea corpului recipientului Stabilirea...

Introducere Calitatea înaltă a pieselor pentru masini si mecanisme poate fi asigurata folosind la prelucrarea lor masini-unelte corespunzatoare.Un...

Tema Proiectului Sa se proiecteze cutia de viteze a unui strung normal avand urmatoarele date initiale: n_min = 40 [rot/min] n_max = 1800...

1. Elemente constructiv funcţionale ale piesei : 1.1. Schiţa piesei : 1.2. Caracteristici ale materialului piesei : Denumire material : ABS...

TRANSMISII PRIN CABLU 1. Recomandări generale Cablurile, folosite in general la masinile de ridicat, sunt cabluri duble, de constructie normala...

Să se proiecteze un sistem de producţie pentru execuţia clasei de produse matriţe, necesare în industria constructoare de maşini,la o sarcină de...
Te-ar putea interesa și

Capitolul 1. Analiza documentaţiei de execuţie. 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. Reperul face parte din...

Să se proiecteze procesul tehnologic de prelucrare mecanică a piesei tambur, alimentator cu plăci, prezentată în desenul de execuţie anexat. Seria...

I.Analiza documentaţiei de execuţie. 1.1 Analiza desenului. In desenul de execuţie este un arbore melcat drept în trepte cilindrice. Tronsonul...

1.1Analiza materialului piesei Oțelurile sunt aliaje ale fierului cu carbonul, având o concentrație în carbon până la 2,11% și elemente...

Otelul Otelul este un aliaj de fier, carbon si alte elemente, obtinut in stare lichida.Majoritatea otelurilor nu contin fosfor, sulf si siliciu si...