Cuprins
- INTRODUCERE .4
- Partea I. Studiul influenței frecării asupra epruvetei supusă la încercarea de compresiune.6
- 1.1. Geometria utilizată la simulare. Condiții la limită .6
- 1.2. Analiza rezultatelor obținute la simularea încercării la compresiune .7
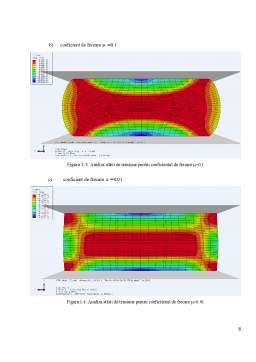
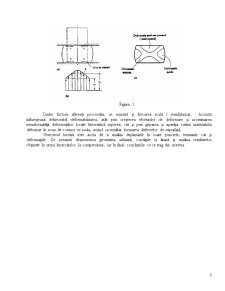
- 1.2.1 Analiza stării de tensiune în funcție de coeficientul de frecare .7
- 1.2.2 Analiza stării de deformare în funcție de coeficientul de frecare .9
- 1.2.3 Evoluția forței de compresiune în funcție de coeficientul de frecare .11
- 1.3. Concluzii .12
- Partea a II-a. Dimensionarea elem. componente ale unui produs cu ajutorul Metodei Elementelor Finite.13
- 2. 1 Definirea rolului funcţional al produsului .13
- 2. 2 Calculul solicitărilor pe piesele componente ale produsului .13
- 2. 3 Determinarea solicitărilor unor piese componente utilizând metoda elementelor finite .14
- 2.4 Dimensionarea pieselor componente ale produsului .15
- 2.5 Proiectarea ansamblului produsului .16
- 2.6 Proiectarea elementelor componente ale produsului .16
- 2.7 Concluzii .18
- Bibliografie .18
Extras din proiect
Introducere
În partea 1 a lucrării de faţă, se face o analiză a influenţei coeficientului de frecare, în compresiunea unei epruvete, asupra stării de tensiuni, de deformare şi a forţei necesare deformării. Se vor alege 3 valori pentru coeficientul de frecare dintre epruvetă şi platourile de deformare (μ = 0,3; 0,1 şi 0,01) şi se va impune o deplasare a platoului superior de 53 mm.
În cea de a doua parte se realizează dimensionarea elementelor componente, ce fac parte din operația de frezare a unei piese, cu ajutorul metodei elementelor finite. Metoda elementelor finite este un procedeu de procesare pe calculator a unor date şi obţinerea unor simulări virtuale a procesului de deformare, acurateţea ei fiind cu atat mai bună cu cât precizia datelor de intrare este mai mare.
Programul care se foloseşte în lucrarea de faţă este “Abaqus 6.10”. La toate programele de calcul utilizate (softuri utilizate) la simularea prin metoda elementului finit se realizează în trei faze: preprocesare, procesare şi postprocesare.
În faza de preprocesare se pregăteşte modelul pentru analiză. Pregătirea modelului presupune modelarea geometrică a elementelor procesului (semifabricat, scule) şi implicit stabilirea tipului de model (3D sau 2D). Tot în această fază se vor stabilesc: comportamentul materialului semifabricatului, tipul analizei (statică sau dinamică), durata procesului, variabilele ce vor fi determinate (tensiuni, deformaţii, deplasări, forţe etc.), interacţiunile dintre suprafeţele aflate în contact, condiţiile la limită şi încărcările precum şi mărimea şi tipul elementelor utilizate pentru discretizare.
În faza de procesare modelul numeric este supus analizei, fiind rezolvate ecuaţiile sistemului şi calculaţi parametrii procesului. În această fază omul are cea mai mică implicare, deoarece programul de calcul realizează calculele în funcţie de datele introduse în faza de preprocesare.
În faza de postprocesare sunt prezentate rezultatele analizei modelului. Astfel, se poate obţine distribuţia componentelor deformaţiilor şi tensiunilor în piesa deformată precum şi valorile numerice ale acestora, se pot vizualiza toţi parametrii stabiliţi în faza de preprocesare (tensiuni, deformaţii, deplasări, forţe etc) şi se pot trasa grafice.
În ceea ce priveste deformarea epruvetei (piesei) principalul factor aferent materialului este localizarea deformaţiei.
Localizarea deformaţiei în timpul unui proces de deformare plastică influenţează deformabilitatea prin modificarea caracteristicilor structurale şi a proprietăţilor materialului din zona îngustă a deformaţiei localizate, ceea ce conduce la apariţia fisurilor în zona respectivă, fie în timpul operaţiei de deformare plastică, fie pe durata utilizării piesei deformate.
Localizarea deformaţiei sau a curgerii în timpul deformării este cauza comună a formării “zonei moarte” dintre semifabricatul deformat şi scula de deformare. Localizarea deformaţiei poate fi cauzată de : o lubrifiere redusă la suprafaţa de contact sculă-semifabricat, distribuţia neuniformă a temperaturii, neuniformitatea structurală,etc.
Figura 1. prezintă neuniformitatea deformaţiei la refularea unui semifabricat cilindric între scule plane cu lubrifiere redusă, la care eforturile de frecare în zona de contact τI, determină modificarea formei semifabricatului, o distribuţie neuniformă a tensiunilor normale şi localizarea “zonei moarte” la contactul cu scula, în timp ce în zona centrală este prezentă deformaţia maximă.
Figura 1.
Dintre factorii aferenţi procesului, se numără şi frecarea sculă / semifabricat. Aceasta influenţează defavorabil deformabilitatea, atât prin creşterea eforturilor de deformare şi accentuarea neuniformităţii deformaţiilor locale favorizând ruperea, cât şi prin griparea şi apariţia cutării materialului deformat în zona de contact cu scula, având ca rezultat formarea defectelor de suprafaţă.
Obiectivul lucrării este acela de a analiza deplasările în toate punctele, tensiunile cât şi deformațiile. Se prezintă deasemenea geometria utilizată, condiţiile la limită şi analiza rezultatelor obţinute în urma încercărilor la compresiune, iar în final concluziile ce se trag din acestea.
Bibliografie
1. Tache, V., Ungureanu, I., Stroe. C. (1985). Elemente de proiectare a dispozitivelor pentru maşini-unelte, Editura tehnică, Bucureşti.
2. Tache, V., Ungureanu, I., Stroe. C. (1995). Proiectarea dispozitivelor pentru maşini-unelte, Editura tehnică, Bucureşti.
3. Năstăsescu, V. (1995). “Metoda elementului finit”, Editura Militară, Bucureşti.
4. Monica Iordache (2013) Curs și laborator Proiectare constructivă.
5. Curs 3 MDPR – 1.sep.2013, http://www.scribd.com/doc/45096324/Curs-3-MDPR;
6.Abaqus Abaqus Explicit User Manual, aug 2013, http://www.cartidownload.ro/Diverse/8635/Abaqus_Abaqus_Explicit_User_Manual.
Preview document


















Conținut arhivă zip
- Proiectare Constructiva.doc
Alții au mai descărcat și

Cuprins 1 INTRODUCERE Progresele din domeniul tehnicii măsurării sunt strâns legate de progresele din domeniul senzorilor şi traductoarelor şi de...

Tema de proiectare: Să se proiecteze un reductor cu roţi dinţate cilindrice cu dinţi înclinaţi cu o treaptă care intră în componenţa unei...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

1. Incercarea de rezistenta la forfecare a sarmelor metalice 2. Incercarea la incovoiere prin soc pe epruvte cu crestaturi in U si V 3. Analixa...
Te-ar putea interesa și

INTRODUCERE Necesitatea acoperirii consumului de gaze, dar mai ales de petrol, a determinat declansarea unor operatii de prospectare intensa,...

I. CONSIDERATII GENERALE 1.1 TURNAREA SUB PRESIUNE Turnarea la presiune ridicata reprezinta un procedeu turnare neconventional (special), care se...

Capitolul 1 Determinarea particularităților constructive dimensionale și masice ale autovehiculului impus prin temă 1.1 Alegerea unor modele...

Etapa 1: Identificarea nevoii, propunerea ideii de produs și stabilirea preliminară a specificațiilor țintă Identificarea nevoii și stabilirea...

Scopul proiectului Într-o societate care promovează, din ce în ce mai mult, un stil de viață sănătos, pe lângă cele 30 de minute de sport/zi,...

Introducere Din antichitate ne-au parvenit diferite liste de cheltuieli sau de provizii, fără ca ele să fie componente ale unui sistem contabil...

INTRODUCERE Proiectul de investiţii supus studiului vizează construirea unei pensiuni turistice rurale, construcţie formată din parter plus...

Să se realizeze proiectarea constructivă a sistemului mecanic de orientare a panourilor fotovoltaice, bazat pe schema conceptuală ataşată....