
Cuprins
- 1. Analiza temei de proiectare si informare iniţiala.
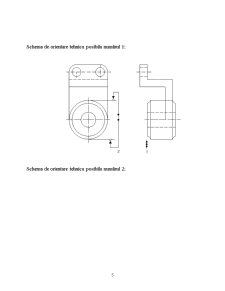
- 2. Stabilirea schemelor de orientare.
- 3. Calculul erorilor de orientare.
- 4. Calculul forţelor de strângere.
- 5. Proiectarea sistemului de atragere.
Extras din proiect
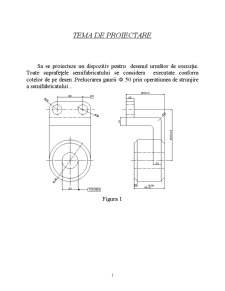
Sa se proiecteze un dispozitiv pentru desenul următor de execuţie. Toate suprafeţele semifabricatului se considera executate conform cotelor de pe desen .Prelucrarea gaurii Ф 50 prin operatiunea de strunjire a semifabricatului .
Figura 1
1.ANALIZA TEMEI
DE PROIECTARE SI INFORMARE INITIALA
Dispozitivul va fi proiectat in ipoteza unei producţii de serie mica , pe o maşina-unealta universala .
Fixarea semifabricatului se va face pe cale mecanica ( manuala ) . Se prefera utilizarea soluţiilor de fixare rapida pe baza de excentric pârghii articulate.
In cazul utilizării şuruburilor de fixare se vor adopta soluţii de acţionare fora cheie , respectiv a capetelor de antrenare cu manete , rozete.
Semifabricatul va fi orientat pe reazeme călite si schimbabile . Se prefera reazeme standardizate .
Corpul dispozitivului va fi realizat prin asamblare si va avea elemente de orientare si fixare pe masa maşinii-unelte ( pene de ghidare , şuruburi pentru canalul T ).
Elementele componente ale corpului dispozitivului vor fi executate din laminate prelucrate ( otel lat, tabla, banda, otel rotund, pătrat, hexagonal).Forma fiecărui element din componenta dispozitivului va fi simpla, uşor de realizat pe maşini –unelte universale.
Nu se admit elemente realizate prin sudura sau prin turnare.
La realizarea desenului de ansamblu se vor prevedea atâtea vederi si secţiuni cate sunt necesare pentru înţelegerea formei si poziţiei fiecărui element component (inclusiv a celor standardizate).
Strunjirea este operatia de preluicrare prin aschiere a suprafetei exterioare sau interioare, a pieselor ce reprezinta corpuri de rotatie, cu ajutorul cutitelor pe masini unelte din grupa strugurilor.
Piesa de prelucrat executa o miscare de rotatie, iar scula scula executa miscarea de avans. Strunjirea se poate realiza in una sau mai multe treceri, in decursul carora se realizeaza degrosarea, semifinisarea, finisarea.
Caracteristicile principale care definesc marimea strungului si posibiltatile de utilizare ale acestuia sunt: diametrul maxim de strunjire deasupra patului, distanta maxima intre varfuri si diametrul maxim de strunjire deasupra caruciorului.
Strungurile utilizate pot fi de diverse tipuri, pornind de la strungul normal pana la strunguri cu comanda cu program ( strunguri carusel, strunguri revolver, strungul frontal, strunguri de copiat, strunguri automate si semiautomate).
Pentru prelucrarea semifabricatului vom utiliza strungul frontal.
Operaţiile care le va executa strungul frontal:
Preview document













Conținut arhivă zip
- Proiectarea Echipamentelor Auxiliare
- OldVersions
- Assembly1.0001.iam
- Part1.0001.ipt
- Part3.0001.ipt
- Assembly1.iam
- Assembly2.iam
- Drawing1.dwg
- Drawing2.dwg
- Drawing3.dwg
- eu2.doc
- Part1.ipt
- Part2.ipt
- Part3.ipt
- Part4.ipt
Alții au mai descărcat și

1.GENERALITATI 1.1 Declaratia de originalitate Prin prezenta declar ca lucrarea are caracter de originalitate, ea nefacand parte dintr o...

1. CARACTERIZAREA TRANSMISIEI SURUB-PIULITA Transmisia surub-piulita, alcatuita dintr-un surub si o piulita aflate in miscare relativa in timpul...

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

Realizarea formei si preciziei dimensionale a pieselor prelucrate prin aschiere este posibila numai daca se asigura pieselor la prelucrare o...

1.Desenul de definire al piesei Sa se proiecteze procesul de conceptie al semifabricatului din figura 1. Figura 1 Analiza acestui desen se poate...

Cap. I Prezentarea temei 1.2 Descrierea functionalitatii piesei si analiza tehnologica a acesteia Mecanismele de asezare si strangere cu parghii...

ORIENTAREA ŞI FIXAREA PIESELOR ÎN DISPOZITIVELE DE FABRICARE 1. Stabilirea datelor necesare proiectării dispozitivului 1.1. Proprietăţile...

Să se proiecteze un dispozitiv special pentru prinderea în vederea prelucrării prin găurire a suprafeţelor indicate la piesa din figură:...
Te-ar putea interesa și

1. INTRODUCERE Investigarea realitatii economice necesita un demers specific care integreaza viziunea clasica bazata pe cunoasterea relatiilor de...

Capitolul 1. Evaluarea potenţialului turistic 1.1. Potenţialul natural Masivul Ceahlău este cel mai înalt din Munţii Bistriţei din grupa...

1. ACTIVITATEA DE PRODUCTIE 1.1. CONCEPTUL DE PRODUCTIE SI SISTEM DE PRODUCTIE Sistemul reprezinta un ansamblu de componente, aflate intr -o...

INTRODUCERE Maşinile de ridicat sunt nişte maşini de lucru cu funcţionarea ciclică şi regim intermitent, care au o largă răspândire în toate...

8891 si 8899 Activitati de ingrijire zilnica pentru copii: activitati sociale fara cazare Descrierea investiției propuse In valoare totala de 120...

Cod CAEN 9329 Alte activitati recreative si distractive Clasa include parcuri recreative (fara cazare), exploatarea facilitatilor recreative...

Capitolul I. Prezentare generală SC „Ovidiu’s Family” SA 1.1. Date de identificare ale întreprinderii - Numele complet al întreprinderii:...

INTRODUCERE Mecanismele și instalațiile de la bordul navelor destinate a efectua un lucru mecanic utilizat în diferite scopuri sunt antrenate de...