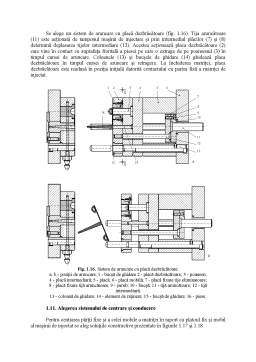
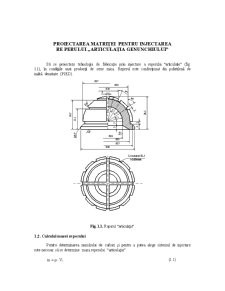
Extras din proiect
1.3. Alegerea maşinii de injectare
La alegerea maşinii de injectare, în prima fază, se are în vedere ca volumul maxim de injectare al maşinii să fie de cel puţin (1015) ori mai mare decât volumul reperului care se doreşte a fi obţinut (V). Dacă, parcurgând etapele următoare de proiectare, calculele efectuate conduc la valori neacoperitoare pentru caracteristici ca de exemplu: forţa de închidere, presiunea de injectare, dimensiunile maxime şi minime ale matriţelor care se pot monta pe platourile de prindere ale maşinii etc., se alege o altă maşină de injectare, cu caracteristici superioare.
Pentru exemplul analizat
, sau după înlocuire , adică
Se alege maşina de injectat MI 400/130 care are caracteristicile tehnice :
- diametrul melc-piston standard – 50mm;
- volumul maxim de injectare – 430 cm3;
- presiunea de injectare maximă – 175,5MPa;
- Forţa de închidere – 1300kN;
- Viteza de injectare – 40mm/s;
- Capacitatea de plastifiere – 80kg/h;
- Dimensiunile de gabarit ale platourilor de prindere – 600/600mm ;
- Distanţa dintre platourile de prindere, max/min – 360/140mm ;
- Diametrul inelului de centrare al platoului fix/mobil – 140/140mm ;
- Cursa platoului de prindere mobil – 350mm ;
- Dimensiunea maximă a matriţei (orizontal/vertical) – 360/360mm ;
- Puterea instalată -37kW.
1.4. Calculul duratei totale a ciclului de injectare
Timpul total de injectare se determină cu relaţia:
unde:
este timpul total (durata ciclului de injectare);
- timpul de umplere;
- timpul de răcire (incluzînd stadiul de compresie, răcire şi postinjectare);
- timpul pentru pauză.
Caracteristicile maşinii sunt:
- ciclul în gol, cu cursă minimă a platanului, ;
- viteza de deplasare a materialului cm3/s.
Timpul de injectare se calculează cu relaţia:
unde:
este cantitatea de polimer deplasat într-o secundă, în [cm3/s];
V - volumul piesei injectate, în [cm3].
Timpul de menţinere a presiunii în matriţă (tm) se stabileşte la valoarea de 5 secunde prin comparaţie cu injectarea unor piese asemănătoare. Timpul de răcire (tr) se alege prin observarea injectării unor piese asemănătoare; valoarea aleasă este de 20 secunde.
Timpul total de injectare devine astfel
1.5. Calculul numărului de cuiburi
Numărul de cuiburi al matriţei de injectat se determină, în majoritatea cazurilor, în funcţie de dimensiunile piesei care se doreşte a fi obţinută prin injectare şi capacitatea de injectare a maşinii pentru care se proiectează matriţa
unde:
G - este capacitatea de plastifiere reală a maşinii de injectare, în kg/h;
m - masa unei piese injectate, în g;
tT - durata completă a ciclului de injectare, în s .
- capacitatea de plastifiere reală a maşinii de injectare este:
- masa m a piesei, utilizată în relaţia (1.5), este masa netă a piesei înmulţită cu un factorul de corecţie (k=1.1):
- durata completă a ciclului de injectare, , astfel încât
buc.
Numărul economic de cuiburi ne se calculează cu relaţia:
Preview document


























Conținut arhivă zip
- Proiectarea Matritei pentru Injectarea Reperului - Articulatia Genunchiului.doc
Alții au mai descărcat și

Capitolul 1 Introducere Tăierea termică reprezintă unul dintre procedeele de prelucrare cu largă aplicare la nivelul tuturor producătorilor de...

Elemente constructiv funcţionale ale piesei 1.1. Schiţa piesei şi a subansamblului din care face parte 1.2. Caracteristici ale materialului...

Să se proiecteze tehnologia de fabricaţie prin injectare a elementului de ambalare “Cutie” în condiţiile unei producţii de 20 000 de bucăţi /lună....

1.Tema de proiectare Să se proiecteze o matriţă de injectat materiale plastice cu ajutorul căreia să se realizeze piesa recipient produse...

TEMA : Sa se proiecteze tehnologia de fabricatie prin injectare a reperului de mai jos,in conditiile unei productii de 25000 de bucati pe luna. -...

GENERALITĂŢI În vederea executării pieselor ce urmează a fi montate în ansamblele maşi¬nilor şi instalaţiilor, se folosesc semifabricate tăiate în...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Prelucrarea prin injectie 1. Principiul injectării Prelucrarea prin injecţie este cel mai larg procedeu industrial de obţinere a articolelor...