Cuprins
- TEMA DE PROIECTARE:
- Sa se proiecteze procesul tehnologic de prelucrare al reperulri H.S.651 numarul pieselor din lot 100 buc (n=100).
- ETAPELE DE PROIECTARE:
- I. Alegerea semifabricatului.
- II. Stabilirea traseului tehnologic.
- III. Calculul adaosului de prelucrare si a dimensiunilor intermediare.
- IV. Normarea tehnica.
- V. Calculul si analiza tehnico economica.
- VI. Partea grafica.
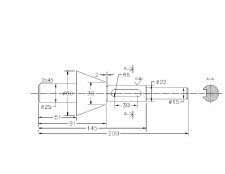
- a) Desenul de executie al piesei.
- b) Desenele de executie a pieselor si dispozitivelor proiectate.
- c) Planul de operatii.
Extras din proiect
ETAPA I : Alegerea semifabricatului
Alegerea semifabricatului se face avand in vedere urmatoarele:
a) Materialul piesei.
b) Forma si dimensiunea piesei.
c) Numarul pieselor din lot.
a) Conform desenului de executie piesa este confectionata din OLC45 STAS 880-66 avand urmatoarele caracteristici:
- caracteristici privind compozitia chimica:
Oteluri Clasa Marca Compozitia chimica in %
C Mn Si P S Cr Ni Cu As
Carbon de calitate Imbu-
natatire OLC45 0,42…
0,50 0,50…
0,80 0,17…
0,37 max
0,040 max
0,040 max
0,30 max
0,30 max
0,30 max
0,30
-caracteristici fizico-mecanice:
Otelul Marca Starea Caracteristici mecanice minime Duritatea Brinell
max H.B.
Lungimea de
curgere à Rezistenta la
tractiune Ãr Alungirea la
rupere ´c Gatuirea la
rupere z KCU 30/2 KCU
30/5 Starea laminata Starea recoapta
Kgf/mm2 % Kgf/cm2
Carbon
de
calitate OLC45 N
Avand in vedere materialul ales putem alege un semifabricat: laminat , forjat liber sau matritat.
b) Forma si dimensiunea semifabricatului va avea forma si dimensiunea cat mai apropiata de forma si dimensiunea piesei finite.
c) Numarul pieselor din lot este de 100 buc
Avand in vedere forma , dimensiunea piesei cat si numarul pieselor din lot vom alege un hotel laminat la cald STAS 333-77.
ETAPA II : Stabilirea traseului tehnologic.
In cadrul traseului tehnologic ce stabileste ordinea optima de realizare a operatiilor si a fazelor in cadrul prelucrarii reperului dat de la semifabricat la piesa finita.
Operatia reprezinta acea parte a procesului tehnologic de executie al piesei efectuata de un muncitor sau un grup de muncitori la acelasi loc de munca.
Faza reprezinta acea parte a operatiei care se executa cu o structura scurta.
Preview document































































Conținut arhivă zip
- Proiectarea Procesului Tehnologic de Prelucrare al Reperului H.S.65.doc
Alții au mai descărcat și


ETAPA I. ALEGEREA MATERIALULUI. Conform desenului de executie piesa din tema este confectionata din OLC 45 STAS 880 - ; cu urmatoarele...

Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere a reperului indicat, pentru o producţie de 30 000 buc/an. ETAPE DE...

1.1.Studiul desenului de executie. Din studiul desenului de executie a piesei ,prezentat in Fig.1.1. de mai jos rezulta urmatoatrele :...

Tema proiect Sa se proiecteze ambreiajul pentru autovehiculul AUDI A4 1.9 TDI avand urmatoarele caracteristici: - putere 115 Cp [85 kw] - moment...

INTRODUCERE Lipsa igienei dentare si iatrogeniile clinico-tehnice dublate de o neglijentÎ a pacientilor, altereaza si mai mult integritatea...

Introducere Rolul acestui proiect este acela de a elabora concret tehnologia de fabricare a unei roti dintate. Pentru realizarea proiectului se...

Capitolului I Strungul Normal SNA 560 Strungul normal SNA 560 sunt caracterizate prin pozitia orizontala a arborelui principal care executa...
Te-ar putea interesa și

REZUMAT Prezenta lucrare este formată din două părți, o parte tehnică și o parte economico-managerială. În partea tehnică a lucrării, intitulată...

OPIS Anexe : Plan de operaţii – 3 file ÎNTRODUCEREA Tema lucrării constă în proiectarea şi construcţia unei maşini de frezat în patru axe...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE 1. Analiza funcțional - constructivă a piesei 1.1 Codificarea și clasificarea suprafețelor piesei...

CAPITOLUL I Proces si sistem de productie pentru reperul Capac cu suport 1.1 Date initiale -Obiectiv principal: introducerea unei noi...

INTRODUCERE În condiţiile actuale aîe economiei de piaţă, o problemă importană pentru orice societate care are ca obiect de activitate producţia...

Cap.1. Proiectarea tehnologiei de fabricare a elementelor mecanismului de distribuţie ce echipează autoturismul Dacia Logan 1.4 MPI 1.1. Analiza...

1. Stabilirea tipului de semifabricat OLC15- laminat la cald Compoziţia chimică a oţelului este:C-0,12-0,18%,Mn-0,35-0,65%,S- max 0,045,P-max....