Extras din proiect
PROIECTAREA PROCESULUI TEHNOLOGIC PENTRU O PIESA TIP BUCSA
1.Calculul ritmului liniei tehnologice
Conditia de baza care trebuie indeplinita la proiectarea proceselor tehnologice pe linii tehnologice cu flux continuu, consta in asigurarea sincronizarii operatiilor, adica in efectuarea fiecarei operatii intr-un timp de lucru egal cu foarte putin mai mic decat ritmul liniei tehnologice.
In functie de marimea ritmului liniei tehnologice se face divizarea procesului tehnologic in operatii, se alege utilajul si se proiecteaza S.D.V.-urile.
Marimea ritmului de lucru a liniei tehnologice se determina ca fiind catul raportului dintre fondul real de timp Fr si planul de productie de piese Pfp care trebuie executate pe linia tehnologica respectiva in intervalul de timp egal cu fondul real de timp, adica:
Rl = Fr/Pfp (min/buc)
Planul de fabricatie se considera a fi :
Pfp=100.000buc/an
Fondul real de timp:
Fr=Fn*K=60*z*Sch*h=60*250*1*8= 120000ore,
unde:
K-coeficient ce depinde de uzura masinii unelte; K=0,95.
Fn- este fondul nominal de timp,
z-numarul de zile lucratoare,
z=250zile/an;
Sch-numarul de schimburi,
Sch=1
h-numarul de ore dintr-un schimb.
h=8ore;
Rl = 120.000/100.000 = 1.2 (min/buc)
2.Alegerea semifabricatului
Dupa ce s-a studiat desenul piesei, pentru care trebuie sa se proiecteze procesul tehnologic de prelucrare, precum si rolul aceteia in componenta produsului din care face parte si numarul de bucati care trebuie executat in unitatea de timp, se trece la alegerea celui mai economic semifabricat. Este necesar sa se prevada mai multe variante, urmand ca apoi (dupa cea proiectat si variantele proceslui tehnologic de prelucrare a piesei), pe baza unui calcul economic sa rezulte varianta cea mai economica.
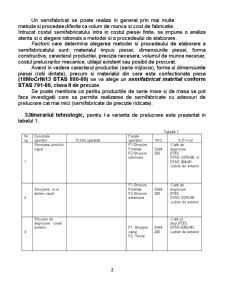
Un semifabricat se poate realiza in general prin mai multe metode si procedee diferite ca volum de munca si cost de fabricatie. Intrucat costul semifabricatului intra in costul piesei finite, se impune o analiza atenta si o alegere rationala a metodei si a procedeului de elaborare.
Factorii care determina alegerea metodei si procedeului de elaborare a semifabricatului sunt: materialul impus piesei, dimensiunile piesei, forma constructiva, caracterul productiei, precizia necesara, volumul de munca necesar, costul prelucrarilor mecanice, utilajul existent sau posibil de procurat.
Avand in vedere caracterul productiei (serie mijlocie), forma si dimensiunile piesei (rotii dintate), precum si materialul din care este confectionata piesa (18MoCrNi13 STAS 880-80) se va alege un semifabricat matritat conform STAS 791-80, clasa II de precizie.
Se poate mentiona ca pentru productiile de serie mare si de masa se pot face investigatii care sa permita realizarea de semifabricate cu adaosuri de prelucrare cat mai mici (semifabricate de precizie ridicata).
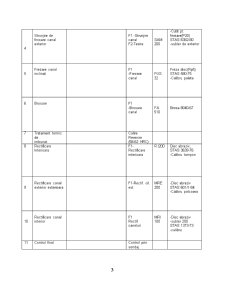
3.Itinerariul tehnologic, pentru I-a varianta de prelucrare este prezentat in tabelul 1.
Tabelul 1
Nr
op Denumire
operatie
Schita operatiei Fazele operatiei
M.U.
S.D.V-uri
1 Strunjirea primului capat
F1-Strunjire
Frontala
F2-Strunjire interioara
SAM 200 -Cutit de degrosare
(P20)
STAS 6376-80 sI STAS 384-80
-subler de exterior
2
Strunjirea la al doilea capat
F1-Strunjire
Frontala
F2-Strunjire exterioara
SAM
200 -Cutit de degrosare
(P20)
STAS 6376-80
-subler de exterior
3 Strunjire de degrosare canal exterior
F1 -Strunjire canal
F2- Tesire
SAM 200 -Cutit pt. degr.(P20)
STAS 6382-80
-subler de exterior
4
Strunjire de finisare canal exterior
F1 -Strunjire canal
F2-Tesire
SAM
200 -Cutit pt. finisare(P20)
STAS 6382-80
-subler de exterior
5
Frezare canal inclinat
F1
-Frezare canal
FUS 32
Freza disc(Rp5)
STAS 580-75
-Calibru paleta
6
Brosare
F1
-Brosare canal
FA 510
Brosa 8040-67
7 Tratament termic de
imbunat. Calire
Revenire
(58-62 HRC)
8 Rectificare
Interioara F1-Rectificare interioara R.I200 Disc abraziv, STAS 3639-76
-Calibru tampon
9
Rectificare canal exterior exterioara
F1-Rectif. cil. ext.
MRE
200
-Disc abraziv STAS 601/1-84
-Calibru potcoava
10
Rectificare canal interior
F1
Rectif.
caneluri
MRI
100
-Disc abraziv
-subler 200
STAS 1373-73
-calibru
11 Control final Control prin sondaj
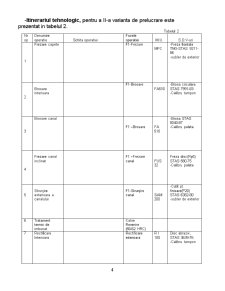
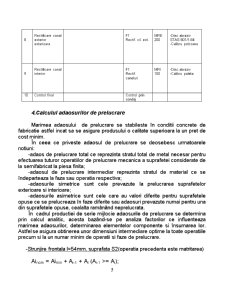
-Itinerariul tehnologic, pentru a II-a varianta de prelucrare este prezentat in tabelul 2.
Tabelul 2
Nr
op Denumire
operatie
Schita operatiei Fazele operatiei
M.U.
S.D.V-uri
1 Frezare capete
F1-Frezare
MFC -Freza frontala TNG-STAS 9211-86
-subler de exterior
2
Brosare interioara
F1-Brosare
FA510 -Brosa circulara STAS 7991-83
-Calibru tampon
3 Brosare canal
F1 –Brosare
FA 510 -Brosa STAS 8040-87
-Calibru paleta
4
Frezare canal inclinat
F1 –Frezare canal
FUS 32
Freza disc(Rp5)
STAS 580-75
-Calibru paleta
Preview document





































Conținut arhivă zip
- Proiectarea Procesului Tehnologic pentru o Piesa Tip Bucsa.doc
Alții au mai descărcat și

Capitolul 1- Criterii care stau la baza elaborării proceselor tehnologice 1. Analiza desenului de execuţie şi tehnologicitatea piesei In desenul...

OL50 face parte din norma STAS 500/ 1,2-80 Compoxiţie chimică: C= maxim 0,3 Mn = maxim 0,85 Si = maxim 0,4 Recomandări de utilizare: elemente...

Se proiecteaza procesul tehnologic de fabricare a piesei “Bucşă coloană”, desen de executie nr. 1, cunoscand urmatoarele date initiale: -tipul...

In vederea executarii unor operatii de prelucrare prin gaurire, largire sau alezare, sunt utilizate dispozitive de asezare pentru piesele ce...

Capitolul 1. Analiza documentaţiei de execuţie. 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. Reperul face parte din...

Tema : Sa se poiecteze tehnologia de executie a reperului “tija filetata” Cap.1. Prezentarea temei 1.1. Desenul de executie la scara a piesei...

1.Stabilirea rolului functional al piesei folosind analiza morfofunctionala a suprafetelor Bucsele, in general, sunt organe de masini utilizate la...

Sa se proiecteze procesul tehnologic optim de realizare a piesei: bucsa de legatura, in conditiile unui numar necesar de n=5000bucati/an....
Te-ar putea interesa și

Capitolul I ASAMBLĂRI FILETATE 1.1 GENERALITĂŢI Filetul este o nervură elicoidală pe o suprafaţă de rotaţie, cilindrică sau conică. Când se...

1. STABILIREA TIPULUI DE SEMIFABRICAT În urma studierii desenului de execuţie a reperului de prelucrat, bucşa (desen), am stabilit ca...

Cap.1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie Analiza rolului...

Stabilirea rolului functional al piesei si stabilirea rolului morfofunctional al suprafetelor Bucsele in general sunt organe de masini utilizate...

Turnarea reprezinta metoda tehnologica de fabricatie a pieselor prin solidificarea materialului topit intr-o forma adecvata configuratiei si...