Extras din proiect
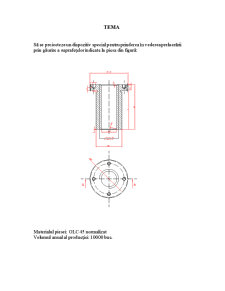
Să se proiecteze un dispozitiv special pentru prinderea în vederea prelucrării prin găurire a suprafeţelor indicate la piesa din figură:
Materialul piesei: OLC 45 normalizat
Volumul anual al producţiei: 10000 buc.
CAP 1.
DATELE INIŢIALE PENTRU PROIECTARE
1.1. Formele , dimensiunile, precizia şi starea suprafeţelor care se prelucrează în cadrul operaţiilor:
1.2. Forma, dimensiunile, precizia şi starea suprafeţelor prelucrate anterior
1.3. Caracteristicile fizico-mecanice ale materialului şi masa piesei
OLC45 Limita de
curgere
- c Rezistenţa la rupere
- r Duritate
Normalizat daN/mm2 HB
36 62 190-210
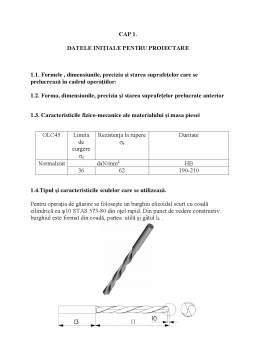
1.4.Tipul şi caracteristicile sculelor care se utilizează.
Pentru operaţia de găurire se foloseşte un burghiu elicoidal scurt cu coadă cilindrică cu φ10 STAS 573-80 din oţel rapid. Din punct de vedere constructiv burghiul este format din coadă, partea utilă şi gâtul l2 .
Coada l3 serveşte la fixarea burghiului în arborele portsculă.
Partea utilă l1 reprezintă partea aşchietoare a burghiului şi este prevăzută cu canale elicoidale.
Canalele elicoidale se execută prin laminare, prin frezare şi prin rectificare din plin.
Parametrii geometrici optimi
La stabilirea valorilor parametrilor geometrici optimi se au în vedere criteriile principale de optimizare: durabilitate, forţe, calitatea suprafeţelor şi particularităţile procesului de burghiere, respectiv viteza de aşchiere şi variaţia parametrilor geometrici constructivi.
Unghiul de înclinare ω se stabileşte în funcţie de diametrul burghiului şi de materialul prelucrat. Se are în vedere că valori mari ale unghiului ω slăbesc rezistenţa tăişului şi a dintelui.
Unghiul la vârf optim εo= 2k depinde în cea mai mare măsură de materialul prelucrat. Pentru oţeluri 2k= 116-120o.
Unghiul de aşezare α este de 8-14o la diametrul exterior.
Unghiul optim de înclinare a tăişului transversal φ=50-56o.
1.5 Maşina-unealtă pe care se execută operaţia
Este o maşină de găurit cu coloană G13 cu următoarele caracteristici:
1.5.1 Caracteristici tehnice
Caracteristici dimensionale
- diametrul maxim de gaurire in : -otel….. Ø 12.5 mm ;
-fonta… Ø 14 mm ;
- adancimea maxima de gaurire ( cursa pinolei ) …. 100mm ;
- cursa carcasei pe coloana…. 175mm ;
- conul axului principal …. Morse 1 ;
- distanta intre centrul axului principal si coloana….180mm ;
- distanta maxima intre capatul axului principal si suprafata de prindere a mesei …. 355mm ;
- distanta minima intre capatul axului principal si suprafata de prindere a mesei …. 80mm ;
- suprafata de prindere a mesei …. 200X300mm ;
- nr. canalelor T 12 STAS 1385-70.
Caracteristici cinematice
- numarul de trepte de turtii realizat prin folosirea celor doua trepte de turatii ale motorului : 8 si anume : 425, 560, 850, 1120, 1600, 2240, 3150, 4500, rot/min ;
- avansul masinii : manual ;
- actionarea masinii : motor asincron trifazat cu flansa modificata : ASI t 24 F 165 – S 4/2,0,6/0,75 Kw, 1500/3000 rot/min., 220/380 V., 50 Hz., protectie IP 44.
Dimensiuni de gabarit
Dimensiunile maxime ale maşinii de găurit de banc:
- lungime 800mm
- lăţime: 380mm
- înălţime max/min: 935/760mm
1.6 Regimul de prelucrare
Materialul
prelucrat Avansul
S
mm/rot Viteza
V
m/min Turaţia
N
rot/min Avansul
Sn
mm/min Forţa de
aşchiere
Fz
daN Momentul de torsiune M daNmm Puterea necesară
Ne
Kw
OLC 45 normalizat 0,12 20.7 1110 133 91.2 176 0.25
1.7. Solicitările maxime de prelucrare: Fz= 91.2 daN şi M= 176 daNmm.
Gaurirea si largirea se face cu burghiu elicoidal din otel rapid , pentru otel carbon , cu Te =60 min, cu racire.
1.8. Disponibilităţi energetice, de transport şi manipulare
Se consideră că există disponibilităţi pentru toate formele de energie, mijloace de transport şi de manipulare.
Preview document













Conținut arhivă zip
- Proiectarea unui Dispozitiv de Prindere in Vederea Gauririi.doc
Alții au mai descărcat și

Cap 1 CINEMATICA PRESELOR ACTIONATE HIDRAULIC ( FUNCTIONARE ) Principiul de funcționare a preselor hidraulice se bazează pe legea propagării...

INTRODUCERE Productivitatea muncii sociale, progresul tehnico-ştiinţific, prosperitatea materială a poporului şi capacitatea de apărare a ţării...

CAPITOLUL 1: Studiu bibliografic 1.1 Introducere Dezvoltarea impetuoasă a ştiinţei şi tehnicii determină tendinţe noi în prelucrarea metalelor...

ETAPA I. ALEGEREA MATERIALULUI. Conform desenului de executie piesa din tema este confectionata din OLC 45 STAS 880 - ; cu urmatoarele...

1.GENERALITATI 1.1 Declaratia de originalitate Prin prezenta declar ca lucrarea are caracter de originalitate, ea nefacand parte dintr o...

Realizarea formei si preciziei dimensionale a pieselor prelucrate prin aschiere este posibila numai daca se asigura pieselor la prelucrare o...

ORIENTAREA ŞI FIXAREA PIESELOR ÎN DISPOZITIVELE DE FABRICARE 1. Stabilirea datelor necesare proiectării dispozitivului 1.1. Proprietăţile...

ARGUMENT În construcţia de maşini asamblarea demontabila este definita printr-un sistem de legătura intre doua elemente, uşor montabile si...
Te-ar putea interesa și

PROIECTUL UNITATII DE INVATARE UNITATEA DE INVATARE: DEBIATERA MATERIALELOR NR.DE ORE ALOCATE: 0 1 2 3 4 *Tehnologia debitarii manual a...