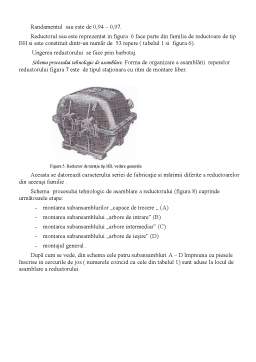
Extras din proiect
Memoriu justificativ
Reductor in trepte
Elaborarea procesului tehnologic de asamblare
Procesul tehnologic de asamblare cuprinde operaţiile de montare in ordinea lor succesiva, cu precizarea utilajului, a sculelor, a aparatelor de măsurat si a dispozitivelor necesare realizării operaţiilor de asamblare cu consum minim de timp si volum redus de munca. In vederea stabilizării metodei optimei de asamblare, este necesar, in prealabil, sa se analizeze principalii factori care influenţează procesul tehnologic de asamblare, si anume: volumul producţiei, particularităţile constructive ale produsului, utilajului existent etc.
1.Datele iniţiale necesare elaborării procesului tehnologic de asamblare
Pentru a proiecta procesul tehnologic de asamblare a unui produs sunt necesare următoarele date iniţiale:
- desenul de ansamblu al produsului;
- desenele subansamblurilor componente;
- programul de producţie si termenele de livrare ale produsului;
- condiţiile tehnice de recepţie si normele privitore la precizia si rigiditatea produsului;
- utilajul existent.
Desenul de ansamblu al produsului trebuie sa cuprindă toate datele necesare pentru ca asamblarea sa se execute in condiţii optime, si anume:
- toate vederile si secţiunile necesare astfel incat sa nu existe neclarităţi in înţelegerea ansamblului;
- numărul si specificarea pieselor si a subansamblurilor din care se compune produsul (nomenclatorul de piese);
- cotele de gabarit si cotele ce trebuie realizate la asamblare;
- ajustajele ce trebuie realizate in diferite piese;
- greutatea produsului ce se asamblează prescripţii tehnice la asamblare
Este necesar de asemenea,sa se examineze si desenele de execuţie ale pieselor pentru a se preciza natura prelucrărilor suplimentare ce se executa la asamblare.
Programul de producţie si termenele de livrare ale produsului sunt necesare pentru a stabili metoda de asamblare si pentru a determina necesarul de montări, scule, dispozitive etc.
Condiţiile tehnice de recepţie si normele referitoare la precizia si rigiditatea produsului sunt necesare pentru cunoaşterea performantelor tehnice ale produsului. De asemenea, aceste date folosesc si la alegerea metodelor, a sculelor si a dispozitivelor de asamblare
2.Proiectarea procesului tehnologic de asamblare
Procesul tehnologic de asamblare trebuie sa îndeplinească următoarele condiţii:
- sa asigure realizarea tuturor prescripţiilor tehnice impuse produsului;
- sa garanteze realizarea normelor de precizie si de rigiditate;
- sa permită obţinerea produsului la un cost cat mai redus.
In vederea proiectării procesului tehnologic de asamblare a unui produs, se impune rezolvarea a următoarelor probleme mai importante:
- stabilirea succesiunii asamblării tuturor pieselor si a subansamblurilor;
- stabilirea celor mai economice procedee de asamblare, de verificare a poziţiilor reciproce ale pieselor si de fixare a pieselor componente ale produsului;
- alegere sau proiectarea echipamentului tehnologic necesar pentru asamblarea produsului (dispozitive, scule, mijloace de măsurare si control);
- stabilirea formelor de organizare a asamblării produsului.
Documentele tehnologice necesare proiectării procesului de asamblare. Pentru ca procesul tehnologic de asamblare sa se realizeze cu consum minim de timp si pentru ca lucrările executate sa fie de buna calitate, este necesar, in special in cazul producţiei in serie si in masa sa se elaboreze următoarele documente tehnologice:
- schema lanţurilor de dimensiuni;
- schema de asamblare;
- fisa tehnologica si planul de operaţii;
- ciclograma asamblării.
Aceste documente sunt cu atât mai importante si necesare totodată, cu cat produsul este de complexitate mai mare si prescripţiile tehnice impuse produsului sunt mai pretenţioase.
Schema lanţurilor de dimensiuni. Problema stabilirii lanţurilor de dimensiuni este deosebit de importanta deoarece funcţie de aceasta se determina succesiunea operaţiilor de asamblare.
Stabilirea corecta a schemei lanţurilor de dimensiuni duce la realizarea economica a procesului de asamblare a produsului respectiv.
Schema de asamblare. Operaţiile de asamblare trebuie sa se succeadă intr-o anumita ordine impusa de felul in care piesele ( reperele) componente ocupa locul prevăzut in cadrul subansamblului produsului.
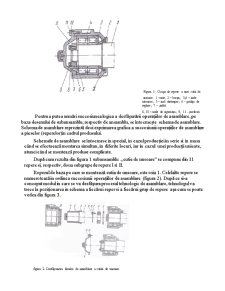
Figura 1 . Grupa de repere a unei cutii de
unsoare: 1 –osie; 2 – bucşa; 3,4 – inele interiore; 5 – inel distanţier; 6 – piuliţa de reglare; 7 – şaibă
8, 10 – inele de siguranţa; 9, 11 - şuruburi
Pentru a putea urmări succesiunea logica a desfăşurării operaţiilor de asamblare, pe baza desenului de subansamblu, respectiv de ansamblu, se întocmeşte schema de asamblare. Schema de asamblare reprezintă deci exprimarea grafica a succesiunii operaţiilor de asamblare a pieselor (reperelor)in cadrul produsului.
Schemele de asamblare se întocmesc in special, in cazul producţiei in serie si in masa când se efectuează montarea simultan, in diferite locuri, iar in cazul unei producţii unicate, atunci când se montează produse complicate.
După cum rezulta din figura 1 subansamblu „cutie de unsoare” se compune din 11 repere si, respectiv, doua subgrupe de repere I si II.
Reperul de baza pe care se montează cutia de unsoare, este osia 1. Celelalte repere se numerotează in ordinea succesiunii operaţiilor de asamblare (figura 2). După ce si-a conceput modul in care se va desfăşura procesul tehnologic de asamblare, tehnologul va trece la poziţionarea in schema a fiecărui reper si a fiecărui grup de repere aşa cum se poate vedea din figura 3.
Preview document





























Conținut arhivă zip
- Reductor in trepte.doc
Alții au mai descărcat și

1.Memoriul tehnic. Activitatea umană a fost, este şi va fi orientată întotdeauna spre folosirea legilor naturii pentru realizarea unei vieţi mai...

Introducere Deplasarea automobilului în orice regim, pe orice categorie de drum este însoţită de apariţia şocurilor şi vibraţiilor. De altfel,...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

Să se proiecteze o transmisie mecanică folosită pentru transportul bagajelor. Transmisia e compusă : - motorul electric (ME) - transmisie cu...

TEMA DE PROIECTARE Sa se proiecteze un sistem pentru actionarea unei masini de ridicat format din motor electric, transmisie indirecta (transmisie...

CAPITOLUL 1 Cap. 1 Vinciuri navale 1.1. Instalatii navale de bord Navele maritime şi fluviale sunt dotate cu instalaţii de bord care asigură...

Să se efectueze proiectarea generală și funcțională a unui schimbător de viteze în trepte pentru un automobil cu următoarele caracteristici: •...

Să se proiecteze o transmisie mecanica formata din : motor electric trifazat(ME), transmisie prin curea trapezoidala (TCT), reductor cilindric cu...

I. MEMORIU TEHNIC 1. CONSIDERATII TEORETICE Reductoarele fac parte din marea categorie a transmisiilor mecanice si servesc la reducerea...

1. Tema Proiectului. Reductor conico-cilindric in 2 trepte Date de proiectare: - puterea motorului: - turația de intrare: - turația de...

Să se proiecteze o transmisie mecanică formată dintr-un motor, un reductor, un cuplaj cu bolturi, o transmisie cu element flexibil, mașini de lucru...