Cuprins
- A. Cutit de strung
- Tema Proiectului 4
- Etapa 1. Stabilirea schemei de aschiere, a schemei de generare si precizarea tipului de scula aschietoare 5
- Etapa 2. Alegerea materialului si stabilirea tratementului termic pentru scula aschietoare 6
- Etapa 3. Stabilirea elementelor constructiv dimensionale si alegerea parametrilor geometrici optimi. 9
- Etapa 4. Calculul parametrilor geometrici constructivi in planele tehnologice. Determinarea profilului sculei profilate. 12
- Etapa 5. Calculul regimului de aschiere, a fortelor si momentelor de lucru si alegerea
- masinii unelte 14
- Etapa 6. Stabilirea sistemului de pozitionare-fixare a sculei aschietoare pe masina unealta. 22
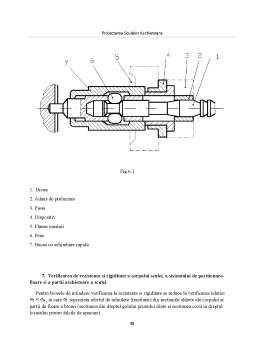
- Etapa 7. Verificarea de rezistenta si rigiditate a corpului sculei, a sistemului de pozitionare-fixare si a partii aschietoare a sculei. 23
- Etapa 8. Stabilirea schemei de ascutire-reascutire 25
- Etapa 9. Precizarea elementelor de precizie dimensionala, pozitie reciproca a suprafetelor (abateri de pozitie) si calitatea suprafetelor (rugozitati). 27
- B. Brosa
- Tema Proiectului 29
- Etapa 1. Stabilirea schemei de aschiere, a schemei de generare si precizarea tipului de scula aschietoare 30
- Etapa 2. Alegerea materialului si stabilirea tratamentului termic pentru scula aschietoare 33
- Etapa 3. Stabilirea elementelor constructiv dimensionale si alegerea parametrilor
- geometrici optimi. 35
- Etapa 4. Calculul parametrilor geometrici constructivi in planele tehnologice. Determinarea profilului sculei profilate. 43
- Etapa 5. Calculul regimului de aschiere, a fortelor si momentelor de lucru si alegerea
- masinii unelte. 44
- Etapa 6. Stabilirea sistemului de pozitionare-fixare a sculei aschietoare pe masina unealta. 47
- Etapa 7. Verificarea de rezistenta si rigiditate a corpului sculei, a sistemului de pozitionare-fixare si a partii aschietoare a sculei. 48
- Etapa 8.Stabilirea schemei de ascutire-reascutire 49
- Etapa 9. Conditii tehnice pentru brose 50
- Bibliografie 51
Extras din proiect
A. Cutit de strung
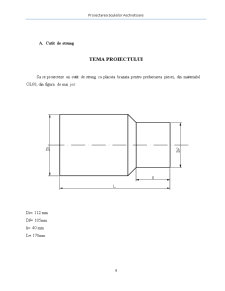
TEMA PROIECTULUI
Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din figura de mai jos:
Di= 112 mm
Df= 105mm
li= 40 mm
L= 170mm
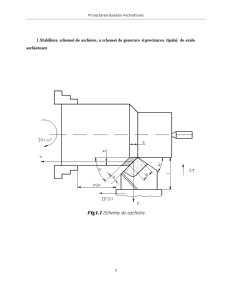
1.Stabilirea schemei de aschiere, a schemei de generare si precizarea tipului de scula aschietoare
Fig1.1 Schema de aschiere
- Tip scula aschietoare: cutit de stung cu placuta brazata
- Material de prelucrat: OL60, ale carui proprietati mecanice se gasesc in tabelul 1.1
Tab. 1.1
Otelul
Marca
Starea* Caracteristici mecanice minime Duritatea Brinell
max HB
Limita de
curgere
Rezistenta la
tractiune
Alungirea la rupere Gatuirea la rupere KCU 30/2 KCU 30/5 Starea
laminata Starea
recoapta
Kgf/mm2 % Kgf/cm2
Carbon de calitate OL60 N
I 36
40 62
66 18
17 35
36 -
6 -
4,5 229
- 197
-
*N-normalizat
I -imbunatatit
2.Alegerea materialului si stabilirea tratamentului termic pentru scula aschietoare
Materialele utilizate in constructia sculelor aschietoare se impart, in functie de destinatie, in doua categorii si anume:
-materiale pentru partea aschietoare a sculei;
-materiale numai pentru partea de fixare si corpul sculei.
a)Alegerea materialului pentru partea de fixare si corpul sculei
Tinand cont de solicitarea la rezistenta a sculei in timpul procesului de aschiere (marimea si dinamicitatea fortelor de aschiere), literatura de specialitate [1] recomanda ca materiale pentru partea de fixare si corpul sculei urmatoarele oteluri:
-oteluri carbon obisnuite, STAS 500/2 - 68
-oteluri carbon de calitate si oteluri superioare pentru constructia de masini, STAS745-66
-oteluri aliate si oteluri aliate superioare pentru constructia de masini, STAS791 - 66
Pentru corpul cutitului se alege OLC45, a caror caracteristici sunt date in tabelul 2.1
Tab.2.1
Marca Starea* Caracteristici mecanice minime Duritatea Brinell
max HB
Limita de curgere Rezistenta la tractiune Alungirea la rupere Gatuirea la rupere KCU30/2 KCU30/5 Starea laminata Starea recoapta
Kgf/mm2 % Kgf/cm2
OLC45 N
I 36
40 62
66 18
17 35
36 -
6 -
4.5 229
- 197
-
*N-normalizat
I-imbunatatit
b) Tratamentul termic al sculelor
Cand partea aschietoare a sculei este executata din otel carbon pentru scule sau otel aliat pentru scule, iar partea de fixare (coada sculei) din OLC45 sau din alt otel cu procent mediu de carbon se impune sa se faca mai intai calirea partilor de fixare ale sculei, urmand ca la calirea partii aschietoare sa se faca de fapt si revenirea partii de fixare, iar la revenirea partii aschietoare sa se realizeze uniformizarea duritatii sculei.
Preview document

















































Conținut arhivă zip
- Sa se Proiecteze un Cutit de Strung cu Placuta Brazata pentru Prelucrarea Piesei.docx
Alții au mai descărcat și

Cap.1. Proiectarea tehnologiei de fabricare a elementelor mecanismului de distribuţie ce echipează autoturismul Dacia Logan 1.4 MPI 1.1. Analiza...

Sa se proiecteze un cutit de strung cu placuta din carbura metalica, fixata mecanic pentru prelucrarea arborelui din fig. 1. Placuta tip “C”,...

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

Capitolul 1. Analiza documentaţiei de execuţie. 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. Reperul face parte din...

CAPITOLUL I. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema...

1 Analiza constructiv tehnologică a piesei de prelucrat Piesa de prelucrat este - roată dinţată şi face parte din clasa de piese „roţi dinţate”....

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de produs finit. 1.1.1. Analiza posibilitatilor de realizare a preciziei macro si micro...

Tamburul se executa din fonta cenusie simpla sau aliata(cu molibden,nichel si crom)si uneori, din tabla de otel ambutisata sau combinate,compuse...
Te-ar putea interesa și

Tema : Să se proiecteze un cuţit de strung pentru prelucrarea schemei din figura urmatoare: d = 90 mm L = 120 mm D = 25 mm l = 60 mm γ = 90...

SC SCUDAS SA PASCANI a fost infiintata în anul 1980 si are ca obiect principal de activtate proiectarea, fabricarea si comercializarea sculelor,...