
Cuprins
- 1. Analiza datelor iniţiale
- 1.1. Analiza materialului
- 1.2. Analiza desenului de execuţie
- 2. Studiul tehnologităţii piesei
- 2.1. Stabilirea dimensiunilor minime ale orificiilor perforate
- 2.2. Stabilirea şi verificarea preciziei pieselor prelucrate
- 2.3. Precizia pieselor decupate
- 2.4. Precizia distanţelor între două orificii alăturate
- 2.5. Distanţa minimă între muchiile active ale orificiilor plăcilor de tăiere
- 3. Calcule tehnologice
- 3.1. Analiza croirii materialului
- 3.2. Stabilirea mărimii puntiţelor
- 3.3. Determinarea lăţimii benzii
- 3.4. Alegerea lăţimii benzii
- 3.5. Determinarea pasului de ştanţare
- 3.6. Calculul cantitaţii de material pentru volumul de producţie planificat
- 3.7. Calculul coeficientului de utilizare a materialului
- 3.8. Adoptarea variantei cu coeficientul de utilizare a materialului
- 4. Calcului forţelor tehnologice
- 4.1. Calculul forţei de tăiere a cuţitului de pas
- 4.2. Calculul forţelor de decupare-perforare
- 4.3. Calculul forţei de împingere din placa activă
- 4.4. Forţa de scoatere de pe poanson
- 4.5. Calculul forţei totale
- 4.6. Determinarea centrului de presiune a ştanţei
- 5. Proiectarea echipamentului de deformare
- 5.1. Alegerea materialulu pentru elementele componente
- 5.2. Adoptarea dimensiunii plăcii active
- 5.3. Dimensionarea poansoanelor pentru decupare.perforare
- 5.4. Adoptarea dimensiunilor geometrice ale elementelor de susţinere şi reazem
- 5.5. Elemente de ghidare
Extras din proiect
1. Analiza datelor initiale
1.1. Analiza materialului
Materialul pe care il folosesc este CuZn15, un aliaj moale. La toate marcile de aliaje cupru-zinc la care se cer caracteristici antimagnetice, continutul de fier nu trebuie să depaseasca 0,03%.
a. Caracteristici mecanice
- Rezistenta de rupere la tractiune Rm=350.....700 N/mm2;
- Alugirea la rupere A5min=50%;
- Duritatea : minima :55HB iar maxina 85HB;
b. Compozitie chimica
- 84% Cu;
- 16%Zn;
c. Adoptarea tipului de semifabricat si dimensiunile acestuia
- Masa : 8,5 kg/m3.
1.2. Analiza desenului de executie
Pentru grosimea semifabricatului de 0,6 mm avea dimensiunile liniare urmatoarele abateri pentru clasa de precizie 2.
Rezistenta la forfecare τ=20 dan/mm2;
Rezistenta la rupere Rm=25daN/mm2;
Alungirea relativa A5min=60%.
2. Studiul tehnologicitatii piesei
2.1. Stabilirea dimensiunilor minime ale orificiilor perforate
d≥ 5*s – decupare 5≥5*0,6=> d≥3
d≤5*s – perforare 5≤5*0,6=> d≤3
s = 0,6.
2.2. Stabilirea si verificarea preciziei pieselor perforate
Nu sunt orificii perforate
2.3. Precizia pieselor decupate
s = 0,6; pentru orificiile decupate de pana la 50 mm precizia este de ±0,15.
2.4. Pecizia distantelor intre doua orificii alaturate
s = 0,6 si rezulta ca distantele sunt mai mici de 50 mm intre orificii si in acest caz precizia este de ±0,5, dimensiune care conincide cu precizia distantelor intre marginea orificiului si conturul piesei.
2.5. Distanta minima intre muchiile active ale orificiilor placilor de taiere
s = 0,6=>a=1,6 mm.
3. Calculul tehnologic.
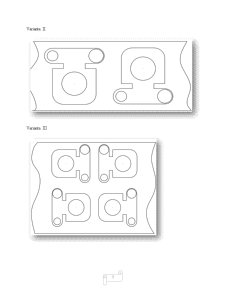
3.1. Analiza croirii materialului.
Se cere sa se construiasca 3 variante de asezare a piesei pe placa propusa pentru decupare.
Varianta I
Varianta II
Varianta III
3.2. Stabilirea marimii puntitelor
Dimensiunile minime ale puntitelor:
a =k1*k2*k3*a1 b=k1*k2*k3*b1 a1=1,8; b1=1,8;
k1=1 – pantru alama;
k2=1,2 – fasia trece de 2 ori prin stanta;
k3=0,8 – avans si ghidare precisa a benzii;
a=1*1,2*0;*1,8=1,72;
b=1*1,2*0,8*1,8=1,72.
Latimea marginii taiate de poansonul de pas este de 1,5 mm.
Preview document












Conținut arhivă zip
- Stanta.doc
Alții au mai descărcat și

PARTEA I: PROIECTAREA PROCESULUI TEHNOLOGIC DE FABRICARE A REPERULUI CAPITOLUL 1 ANALIZA DOCUMENTAŢIEI DE EXECUŢIE A PIESEI 1.1 Rolul funcţional...

I. PROIECTAREA TEHNOLOGIEI DE PRELUCRARE I.1Analiza datelor initiale 1.1. Analiza materialului din care se confectioneaza piesa: CuZn30 Alamele...

Prelucrari ale metalelor prin deformare plastica - forjarea libera a pieselor - forjarea in matrita Masini unelte pentru forjare si matritare...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

Materialul : Alama ; h=2mm ; D1=15mm ; D2=80mm ; A=10mm ; B=4mm ; C=6mm ; D=20mm ; R=2mm. Se va proiecta o stanta combinata cu actiune simultana...

I. Memoriul tehnic [1] 1.1 Consideratii generale privind presarea la rece: Definita presarii la rece: Presarea la rece este o metoda...

Rezumat. În lucrare se prezintă schema bloc a standului experimental folosit, care include sistemul computerizat pentru achiziţia de date realizat...

Cap.1 Proiectarea tehnologiei de realizare a piesei 1.1 Analiza materialului piesei Materialul utilizat pentru producerea piesei este un otel...

1. STABILIREA VARIANTEI OPTIME DE CROIRE IN VEDEREA STANTARII In acest scop se utilizeaza doi coeficienti si anume: a. Coeficientul de croire :...

Proiectarea este o activitate tehnico-ştiinţifică ce se desfăşoară pentru întocmirea documentaţiei tehnice scrise şi desenate sau strict necesare...

1Analiza piesei STAS880-88 Compozitia chimica a materialului din care este confectionata piesa Caracteristicile mecanice ale materialului din...

TEMA Sa se proiecteze tehnologia de executie si echipamentul tehnologic necesar realizarii reperului eclisa din figura de mai jos , in conditiile...