Extras din proiect
PROCEDEE DE ASCHIERE
Alegerea unui anumit procedeu de prelucrare se face pe baza caracteristicilor suprafetelor respective (dimensiuni,netezime, preciziedimensionala si de forma) felul materialului prelucrat, caracterul productiei. Indepartarea adaosului de prelucrare, pentru fiecare procedeu inparte, se face in doua etape: degrosare si finisare.
Pentru fiecare din aceste doua etape se lucreaza cu anumiti parametri ai regimului de aschiere, astfel incât sa se obtina productivitate ridicata la degrosare si precizie dimensionala si calitatea suprafetei cât mai buna la finisare.
1. Strunjirea
Strunjirea este operatia de prelucrare mecanica in scopul obtineri, de regula, a suprafetelor de rotatie, exterioare si interioare. Operatia se executa pe strung, cu ajutorul cutitelor pentru strunjire.
1.1. Strunguri
Strungurile sunt construite intr-o larga varietate de tipuri si dimensiuni, impuse de dimensiunile, forma si materialul piesei de prelucrat, de precizia dimensionala si calitatea suprafetelor acestora si de productivitatea lor.
Clasificarea strungurilorsepoate face dupa maimulte criteri:
- dupa pozitia arborelui principal: orizontale si verticale;
- dupa numarularborilor principali: monoax si multiax;
- dupa gradul de universalitate: universale, speciale si specializate;
- dupa greutate sidimensiuni: mici, mijloci, grelesi foarte grele;
- dupa gradul deautomatizare: cu comanda manuala, semiautomate, automate si cu comanda dupa program;
- dupa marime (d= distanta maxima intre vâ rfuri): mici (d< 1000 mm), mijloci, mari (3000<d<8000 mm) si foarte mari;
- dupa precizia prelucrari: de degrosare, de finisare si universale;
- dupa modul de montare si de schimbare a sculelor in timpul prelucrari: simple si revolver;
- dupa numarul de cutite care lucreaza simultan la prelucrarea unei piese: cu unul sau mai multe cutite.
Cel mai intâlnit strung este strungul universal, denumitsi strung longitudinal normal, destinat prelucrari pieselor de dimensiuni si forme variate. Se pot executa urmatoarele prelucrari: strunjiri cilindrice si conice, exterioare si interioare, la piese scurte si lungi, cu diameter mari si mici; strunjirea suprafetelor plane; prelucrarea filetelor de diferite tipuri;prelucrarea gaurilor; prelucrarea suprafetelor sferice si profilate.
Principalele parti componente ale strungului normal sunt reprezentate in vederea generala simplificata din figura1, unde:
1. Batiul, elementul cel mai important de a carui constructie depinde rigiditatea strungului si, implicit, precizia de prelucrare;
2. Papusa fixa, care contine cutia de viteze cu mecansimele pentru transmiterea si reglarea treptelor de turatiale arborelui principal;
3. Arborele principal, care are rolul de a transmite miscarea de rotatie la piesa supusa prelucrari si totodata asigura pozitia corecta a axei de rotatie a semifabricatului;
4. Dispozitivul de prindere sifixare a semifabricatuluiin vederea prelucrari (de tip universals)
5. Cutia de avansuri si filete, care contine mecanismele ce asigura transmiterea si reglarea treptelor de avansuri;
6. Caruciorul strungului, un ansamblul care asigura, prin elementele componente,prinderea si fixarea sculelor precum si executarea miscarilor de avans. Se compune din:cutiacaruciorului, cu mecanismele pentru transmiterea miscari de avans ce preiau miscarea de la surubul conducator 9,sau de la bara de avansuri 10 si o transmit sub formade avans longitudinal (de filetare sau de lucru)sau transversal; sania longitudinala, care se deplaseaza de-alungul ghidajelor strungului;sania transversala, care se monteaza pe sania longitudinala si se deplaseaza fata de aceasta pe un ghidaj coada de rândunica; sania rotitoare; sania portcutit7,pe care se afla suportul portscula.
8. Papusa mobila, care se foloseste pentru prinderea si fixarea semifabricatelor lungi sau pentru fixarea sculelor folosite la prelucrarea alezajelor;
9. Surubul conducator, care asigura transmiterea miscari de la cutia de avansuri si filetela caruciorul strungului pentru operatia de filetare;
10. Bara de avansuri, care asigura transmiterea miscaride la cutia de avansuri la cutia caruciorului pentru avansul de lucru.
1 -batiu; 2- papusa fixa; 3- arboreal principal; 4- dispozitivul de prindere a semifabricatului; 5- cutia de avansurisifilete; 6 -caruciorul; 7 -sania portcutit; 8- papusa mobila;9 - surubul conducator;10 -bara de avansuri;
Fig.1Schema de principiu a unui strung universal
Miscarea principala de aschiere i este executata de semifabricat si se obtine prin lantul cinematic format din motorul electric, transmisia la cutia de viteze, si arboreal principal care antreneaza piesa.
Lantul cinematic care asigura avansul longitudinal al cutitului porneste de la arborele principal aflat in cutia de viteze si continua, prin rotile de schimb, la cutia de avansuri (asigura reglareavitezei de avans), iar de aici, prin bara de avansuri, la cutia caruciorului, mecanismul final find un pinion - cremaliera. Lantul cinematic pentru avansul transversal I este constituit din aceleasi elemente pâna in cutia caruciorului de unde ajunge la surubul saniei transversale. In cazul filetari, avansul longitudinal este transmis prin lantul cinematic care are ca element initial arborele principal iar ca element final surubul conducator.
Strungurile moderne sunt dotate cu un motor auxiliar care asigura deplasarea rapida a caruciorului
Strungurile carusel sau strungurile verticale sunt destinate prelucrari pieselor grele având diametrul mai mare decât lungimea. Aceste strunguri au axa de rotatie a platoului verticala, ceea ce asigura o centrare usoara a semifabricatului si o supraveghere comoda a procesului de prelucrare.Sunt caracterizate printr-o rigiditate ridicata, o precizie de prelucrare sporita si productivitate mare. Strungurile revolver sunt utilizate pentru prelucrarea in serie a pieselor mici si mijloci cu suprafete de revolutie cu diferite profiluri si care necesita un numar mare de operati la o singura prindere. Pentru fiecare operatie exista câte o scula fixata intr-un dispozitiv central numit cap revolver. Prelucrarea se caracterizeaza printr-o productivitate ridicata deoarece permite folosirea unui numar de 24 scule. Unele tipuri sunt prevazute, pe lânga capul revolver, cu carucioare transversale in ale caror suporturi portscula se fixeaza scule folosite pentru anumite operati (profilare, retezare, strunjire plan-frontala). Atât pe capul revolver cât si pe carucior sculelese monteaza in ordinea executari operatilor de prelucrare,conform unei scheme de reglaj stabilita de catre tehnolog si care se intocmeste pe baza fisei tehnologice. Operatia defixaresi de reglare a sculelor este executatade catre un muncitor de inalta calificare (reglor), de servirea strungului putând fi facuta de un muncitor cu calificare redusa.Precizia de prelucrare a pieselor depinde de modul cum a fost realizata operatia de reglare. Strungurile automate si semiautomate se caracterizeaza prin realizarea automata a ciclului de lucru.Sunt destinate productiei de serie si de masa. La strungurile automatetoate miscarile sunt realizate de catre masina, inclusiv prinderea piesei. La strungurile semiautomate prinderea si desprinderea pieselor se face de catre om. Pentru efectuarea lucrului mecanic se consuma o cantitatede timp data de suma timpilor de lucru si acelor consumati pentru efectuarea operatilor auxiliare, tinând cont si de timpi consumati in afara ciclului de lucru. Datorita productivitati ridicate aceste masini - unelte au o raspândire foarte larga, ele fiind construite pentru un anumit scop determinat. Structura cinematica este relativ simpla,miscarile setransmit prin came,iar reglarea se face prin came si pârghi.
Preview document








Conținut arhivă zip
- Strungurile Carusel sau Strungurile Verticale.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Te-ar putea interesa și

TEMA DE PROIECT Să se proiecteze o cutie de viteze pentru o maşină unealtă de tip strung cu următoarele caracteristici: - Numărul de trepte z =...

ARGUMENT Strungurile au o pondere foarte mare in atelierele de prelucrari mecanice prin aschiere, la productia individuala in serie si masa precum...

1.1. PREZENTAREA S.C. „UMARO” S.A. ROMAN a) Înfiinţare, statut. Societatea este continuatoarea domeniului de activitate al fostei Întreprinderi...

Strungurile normale se caracterizeaza printr-un înalt grad de universalitate fiind destinate prelucrarii pieselor de revolutie având forme si...

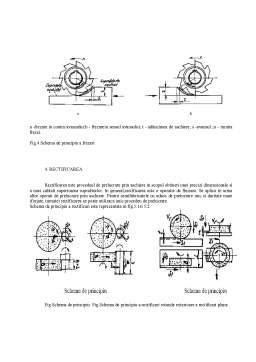
RABOTAREA SI MORTEZAREA Rabotarea este procedeul de aschiere a materialelor in care miscarea principala de translatie este perpendiculara pe axul...


1.Masini-unelte pentru strunjit Strungurile se pot clasifica dupa diverse criterii ca : dimensiuni, precizia prelucrarii, destinatie, constructie,...

1.Clasificarea strungurilor: - Strunguri normale; - Strunguri revolver; - Strunguri carusel; - Strunguri multiaxe; - Strunguri de detalonat;...