
Extras din proiect
1. Generalitati. Principiul procedeului
Sudarea cu inalta frecventa este un procedeu la care sudarea se face prin incalzirea componentelor cu ajutorul unui current de inalta frecventa , cu sau fara aplicarea unei presiuni de refulare. Denumirea de “sudare cu inalta frecventa” cuprinde mai multe metode de sudare , diferite intre ele prin modul de formare a sudurii , respective prin modul de aplicare a curentului de inalta frecventa in circuitul de sudare. Astfel , in functie de modul de formare a sudurii , se disting doua variante si anume :
a. sudare cu inalta frecventa prin presiune ;
b. sudare cu inalta frecventa prin topire .
In functie de modul de aplicare a curentului de inalta frecventa in componente , exista doua variante ale procedeului si anume :
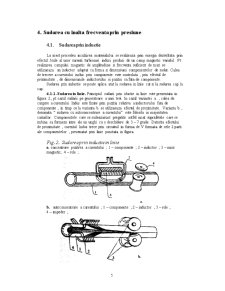
a. sudarea cu inalta frecventa prin inductie ;
b. sudara cu inalta frecventa prin contact .
Prin combinarea celor doua criterii rezulta 4 variante ale sudarii cu inalta frecventa.
In mod uzual , sudarea cu inalta frecventa se realizeaza utilizand curenti de frecventa in domeniul 3 – 1760 kHz. In functie de frecventa curentului , in literatura se utilizeaza urmatoarea clasificare :
a. sudare cu medie frcventa (3 – 10 kHz) ;
b. sudarea cu frecventa intermediara (40 – 100 kHz) ;
c. sudarea cu radiofrecventa (peste 200 kHz , de obicei 220 kHz , 440 kHz sau 1760 kHz).
Procedeul de sudare cu inalta frecventa se aplica atat pt sudarea cap la cap , cat si pt sudarea in linie (continua) a unor componente cu lungime mare.
Fata de procedeele de sudare clasice sudarea cu inalta frecventa are o serie de avantaje de natura tehnica si economica :
- eficienta transferului de energie la sudare este ridicata , cca. 60% din energia consumata reprezentand energie utila pt sudare ;
- energia utilizata la sudare poate fi controlata si introdusa in mod localizat in componente ;
- sistemul de transmitere a energiei la componente este mai simplu decat la sudarea electrica prin presiune ; exista posibilitatea transmiterii energiei fara contact fizic de la sursa la componente ;
- solicitarea termica a materialului de sudat , zona influentata termic si deformatiile la sudare sunt mai reduse decat in cazul altor procedee de sudare datorita aplicarii energiei in mod localizat si a sudarii cu viteze mari (la sudarea in linie – pana la 300 m/min).
Sudarea cu inalta frecventa poate fi aplicata la imbinarea unui numar mare de materiale de baza , ca de exemplu , oteluri carbon slab aliate si aliate , aluminiu , cupru , zirconiu . In functie de materialul de baza , sudarea se efectueaza in aer , in atmosfera de gaz protector sau in vid.
2. Incalzirea prin curenti de inalta frecventa
Incalzirea prin curenti de inalta frecventa se realizeaza pe baza efectului Joule in material si este influentata de efectul pelicular si efectul de proximitate , ambele efecte devenind mai pronuntate o data cu cresterea frecventei. Folosind curenti de inalta frecventa se pot incalzi atat materiale magnetice , cat si matriale nemagnetice. In cazul materialelor magnetice , la incalzirea produsa prin efectul Joule se adauga incalzirea datorata pierderilor prin histerezis.
2.1. Efectul pelicular
Efectul pelicular consta in distributia neuniforma a densitatii de current in conductori parcuri de un curent variabil in timp. Densitatea de curent este maxima la suprafata conductorului si scade spre interiorul acestuia , fiind exprimata prin relatia :
-x
jx = j0* e
unde : jx este densitatea de curent la adancimea x de la suprafata conductorului , j0 este densitatea de current la suprafata (x = 0 ) , iar este patrunderea . Patrunderea reprezinta distanta de la suprafata conductorului la planul in care densitatea de curent scade la valoarea j0 / e si depinde de frecventa curentului f , resistivitatea si permiabilitatea materialului , .
O data cu cresterea frecventei , curentul electric tinde sa circule intr-un strat cu o grosime din ce in ce mai mica , ceea ce provoaca o incalzire superficiala . in tabelul urmator sunt prezentate valorile patrunderii pt diferite materiale , la diferite frecvente ale curentului.
Tabelul 1. Patrunderea pt diferite materiale
Materialul Temperatura
grade C Patrunderea , [mm]
f = 10 kHz f = 40 kHz f = 440 kHz
Otel carbon 20 0,28 0,14 0,05
780 4,80 2,40 0,80
1400 5,40 2,70 0,85
Otel inoxidabil austenitic 20 3,80 1,90 0,58
1400 5,20 2,60 0,78
Aluminiu 20 0,80 0,40 0,13
600 1,46 0,73 0,23
Cupru 20 0,46 0,32 0,10
1050 1,46 0,73 0,23
2.2. Efectul de proximitate
Efectul de proximitate este prezentat in figura 1. Sub actiunea acestui efect curentul circula in lungul caii de curent de reactanta liniara. Comparativ , in figura , se arata situatia pt cazul unui current de frecventa 50 Hz.
Folosind efectul de proximitate , in cazul incalzirii prin curenti de inalta frecventa, se poate asigura controlul pozitiei si dimensiunilozonei de trecere a curentului prin piesa , prin pozitionarea in apropierea piesei unui conductor de proximitate parcurs de un curent egal si in pozitie de faza cu curentul prin piesa.
Fig 1. Efectul de proximitate
3. Echipamente de sudare cu inalta frecventa
Un echipament de sudare cu inalta frecventa contine urmatoarele parti principale :
a. sursa de putere ;
b. transformatorul de adaptare ;
c. sistemul de alimentare a circuitului de sudare ;
d. sistemul de prindere a componentelor ;
e. sistemul de refulare (in cazul sudarii prin presiune);
f. sistemul de comanda
3.1. Sursa de putere
Sursa de putere asigura producerea curentului de inalta frecventa necesar pt sudare. Modul de generare al curentului de inalta frecventa este determinat de frecventa necesara. In cazul sudarii cu curenti de medie frecventa se utilizeaza ca sursa de putere un grup convertizor format dintr-un motor de inductie si un generator de medie frecventa.
De obicei generatoarele de medie frecventa sunt masini sincrone de tip inductor homopolar sau heteropolar. Dintre generatoarele de constructie moderna se mentioneaza generatoarele de tip Guy. La echipamentele de sudare cu curenti de frecventa intermediara sursele de putere sunt realizate in doua variante si anume dintr-o sursa de current de medie frecventa cuplata cu un multiplicator de frecventa sau dintr-o sursa electronica. Generarea curentilor de radio – frecventa se face cu ajutorul unor surse electronice .
Preview document
















Conținut arhivă zip
- Sudarea cu Inalta Frecventa.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

I. GENERALITĂŢI 1.1. INTRODUCERE Progresul rapid al tehnicii, este condiţionat de dezvoltarea şi aplicarea unor procedee tehnologice moderne...

1. Introducere Studii documentare privind sudarea cu ultrasunete si sudarea materialelor metalice In ultimul timp sudarea cu ultrasunete a...

Introducere “Sudarea este un procedeu tehnologic de îmbinare nedemontabilă a două sau mai multe piese, realizată printr-un procedeu oarecare de...

Factori in evaluarea tarilor dezvoltate, au in vedere ca o mare parte din necesarul industriilor lor in cadrul competitiei tehnologice si economice...

Cap.I MEMORIU EXPLICATIV 1.1 Procedee de sudare in mediu de gaz protector Dintre toate procedeele de sudare prin topire,cea mai larga aplicare in...

CAPITOLUL 1 NOŢIUNI INTRODUCTIVE 1.1. Scurt istoric Sudarea, conform STAS 5555/1-81, este operaţia de realizare a unei îmbinări nedemontabile...

1.1. Ultrasunetele. Mărimi caracteristice. Ultrasunetele reprezintă oscilaţii mecanice ale particulelor unui mediu elastic, fluid sau solid, având...

1. Prezentare materiale plastice şi materiale plastice armate 1.1 Situaţia actuală în utilizarea materialelor plastice.Prognozare dezvoltare...