Cuprins
- Capitolul I. Procesul tehnologic de asamblare
- I.1. Generalităţi
- I.2. Date iniţiale necesare elaborării procesului tehnologic de
- asamblare
- I.3. Structura procesului tehnologic de asamblare
- I.4. Proiectarea procesului tehnologic de asamblare
- I.5. Metode de asamblare
- I.6. Pregătirea pieselor pentru asamblare
- Capitolul II. Tehnologia de asamblare a unui angrenaj cu roţi
- dinţate cilindrice cu dinţi drepţi
- II.1. Angrenaje. Generalităţi
- II.2. Clasificarea angrenajelor
- II.3. Asamblarea roţilor dinţate pe arbori
- II.3.1. Pregătirea roţilor, a arborilor şi a carcaselor
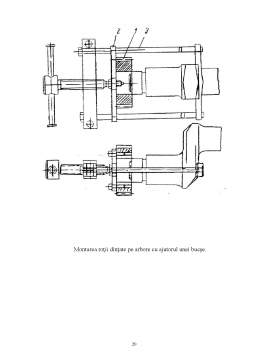
- II.3.2. Asamblarea roţilor pe arbore
- II.3.3. Verificarea angrenării
- Capitolul III. Norme de protecţia muncii la asamblarea generală
- Anexe
- Bibliografie
Extras din proiect
Introducere
Majoritatea aparatelor maşinilor şi utilajelor se compun dintr-o serie de piese şi subansambluri. În foarte multe cazuri acestea trebuie să se încadreze în anumite limite de abateri dimensionale de care se va ţine cont la execuţia şi asamblarea lor.
Procesul tehnologic de asamblare presupune îmbinarea a două sau mai multe piese prelucrate într-o succesiune de operaţii.
Procesul de asamblare reprezintă etapa finală a unui proces tehnologic şi se execută în aceeaşi secţie sau întreprindere sau la locul de montaj al produsului respectiv.
Operaţia de asamblare este unitatea de bază la planificarea producţiei, prin stabilirea corectă a duratei şi a succesiunii operaţiilor, influenţând direct productivitatea şi preţul de cost.
Piesele supuse asamblării sunt pregătite în ordinea dată de desenul de ansamblu din procesul de execuţie. Lucrările de asamblare se execută în secţii specializate, utilizând scule, dispozitive şi verificatoare specifice fiecărui domeniu.
Toate subansamblele maşinilor unelte din industria constructoare de maşini sunt supuse proceselor de asamblare atât la construirea acestora cât şi în cadrul lucrărilor de întreţinere şi reparaţii. Organele ce se asamblează într-un atelier pot fi : lagăre diverse, arbori drepţi sau cotiţi, arbori din mai multe bucăţi, roţi dinţate cilindrice sau conice, roţi melcate, cremaliere, roţi de curea, de cablu, mecanisme bielă-manivelă, etc.
Un domeniu important al lucrărilor de asamblare îl reprezintă asamblarea construcţiilor metalice prin sudare, nituire sau filet. În atelierele de întreţinere personalul calificat execută lucrări de montare-demontare, recondiţionare a pieselor uzate sau înlocuirea pieselor distruse. O asamblare corectă conduce la o funcţionare bună în timpul rodării astfel încât să se elimine abaterile de formă, cauzele de uzare sau fenomenul de gripare.
Capitolul I.
Procesul tehnologic de asamblare
I.1. Generalităţi.
Procesul tehnologic de asamblare cuprinde operaţii de montare în ordinea lor succesivă, cu precizarea utilajului, a sculelor, a aparatelor de măsurat şi a dispozitivelor realizării operaţiilor de asamblare cu consum minim de timp şi volum redus de muncă.
I.2.Date iniţiale necesare elaborării procesului tehnologic de asamblare
Pentru a proiecta procesul tehnologic de asamblare a unui produs sunt necesare următoarele date iniţiale: - desenul de ansamblu al produsului;
- desenele subansamblurilor componente.
Desenul de ansamblu al produsului trebuie să cuprindă toate datele necesare pentru ca asamblarea să se execute în condiţii optime, şi anume:
- toate vederile şi secţiunile necesare, astfel încât să nu existe neclarităţi în înţelegerea ansamblului;
- ajustajele ce trebuie realizate între diferite piese;
- greutatea produsului ce se asamblează;
- prescripţii tehnice la asamblare.
Este necesar, la asamblare, să se examineze şi desenele de execuţie ale pieselor, pentru a se preciza natura prelucrărilor suplimentare ce se execută la asamblare.
Programul de producţie şi termenele de livrare ale produsului sunt necesare pentru a stabili metoda de asamblare, pentru a proiecta atelierele de asamblare şi norme referitoare la precizia şi rigiditatea produsului care sunt necesare pentru cunoaşterea performanţelor tehnice ale produsului.
De asemenea, aceste date folosesc şi la alegerea metodelor, a sculelor şi a dispozitivelor de asamblare.
I.3. Structura procesului tehnologic de asamblare
Procesul tehnologic de asamblare se compune din operaţii, faze şi mânuiri.
Operaţia de asamblare reprezintă acea parte a procesului tehnologic efectuată fără întrerupere asupra unei unităţi sau a unui complex de unităţi de asamblare, de către un muncitor sau o echipă de muncitori pe un singur loc de muncă.
Partea operaţiei de asamblare, care se execută la o anumită îmbinare, folosind aceleaşi dispozitive şi scule şi aceeaşi metodă de lucru, se numeşte fază.
Acţiunea efectuată de către un muncitor în cursul unei faze de asamblare sau de pregătire în vederea asamblării unui produs, se numeşte mânuire.
O fază de asamblare se realizează practic prin mai multe mânuiri succesive.
I.4. Proiectarea procesului tehnologic de asamblare
Procesul tehnologic de asamblare trebuie să îndeplinească următoarele condiţii:
- să asigure realizarea tuturor prescripţiilor tehnice impuse de proiectantul produsului;
- să garanteze realizarea normelor de precizie şi rigiditate;
- să permită obţinerea produsului la un cost cât mai redus.
Documentele tehnologice necesare proiectării procesului de asamblare:
Pentru ca procesul tehnologic de asamblare să se realizeze cu consum minim de timp şi pentru ca lucrările executate să fie de bună calitate, este necesar în special în cazul producţiei de serie şi de masă, să se elaboreze următoarele documente tehnologice:
- schema lanţului de dimensiuni;
- schema de asamblare;
- fişa tehnologică şi planul de operaţii;
- ciclograma asamblării.
Preview document





















Conținut arhivă zip
- Tehnologia de Asamblare a Angrenajelor cu Roti Dintate Cilindrice cu Dinti Drepti.doc
Alții au mai descărcat și

ARGUMENT Transmisia alcătuită din cel puţin o pereche de roţi dinţate angrenate se numeste angrenaj. In general, prin angrenaj se transmit puteri...

1. Necesitatea şi organizarea reparării maşinilor, utilajelor şi instalaţiilor Necesitatea reparării maşinilor, utilajelor şi instalaţiilor...

Transmisia mecanica este un ansamblu cinematic de elemente care au ca scop transmiterea miscarii e rotatie cu sau fara transmiterea miscarii de...

ARGUMENT În cadrul sectoarelor industriale un rol de bază îl constă industria grea,iar în cadrul acestuia industria constructoare de masini are un...

1. ARGUMENT Arborii şi osiile sunt organe de maşini care au rolul de a asigura transmiterea mişcării de rotaţie şi a momentului de torsiune prin...

I.Probleme generale ale tehnologiei asamblari Asamblarea este partea finala a procesului de fabricatie,care consta in totalitatea operatiilor de...

ARGUMENT Organele de maşini sunt piese (eventual ansambluri de piese), având rol funcţional utilitar, care intră în compunerea...
Sistemele de acţionare şi automatizare hidraulice sunt folosite frecvent în cadrul sistemelor mecatronice, punerea în funcţiune, exploatarea,...
Te-ar putea interesa și

1. MEMORIU TEHNIC 1.1. Consideratii generale Reductoarele pot fi de uz general sau speciale. Reductoarele de uz general au un singur lanţ...

Memoriul tehnic Disciplina Organe de maşini studiază elementele care intră în construcţia maşinilor din punct de vedere al construcţiei,...

1.Memoriul tehnic. Activitatea umană a fost, este şi va fi orientată întotdeauna spre folosirea legilor naturii pentru realizarea unei vieţi mai...
ARGUMENT Transmisia alcătuită din cel puţin o pereche de roţi dinţate angrenate se numeste angrenaj. In general, prin angrenaj se transmit puteri...

1.Memoriul tehnic. Activitatea umană a fost, este şi va fi orientată întotdeauna spre folosirea legilor naturii pentru realizarea unei vieţi mai...

1.Memoriu tehnic Organele de masini sunt piese sau grupuri de piese care forteaza partile componente ale unor masini, ele putand fi calculate si...

MEMORIU JUSTIFICATIV Îmbunătăţirea şi menţinerea la un nivel ridicat a indicatorilor de calitate constituie o preocupare constantă, indicatorii...

Temă de proiectare Pentru elementul de construcţie roată dinţată de serie mare de fabricaţie cu o duritate a suprafetei de 55-57 HRC, o grosime a...