Extras din proiect
Să se proiecteze procesul tehnologic de prelucrare prin aşchiere a reperului din anexa1 pentru o producţie de serie mica si sa se intocmeasca in final planele de operatie pentru acest reper.
1. Analiza desenului de execuţie
Cotarea tehnologică
-desenul cuprinde toate datele necesare executării acestui reper;
-aceste date privesc constituţia reperului, forma, dimensiunile, toleranţele, gradul de finisare, materialul şi alţi parametri necesari execuţiei sau verificării produsului;
-numărul de cote este minim şi totodată suficient pentru execuţia şi verificarea produsului;
-s-a evitat plasarea cotelor în aşa fel încât să se formeze un lanţ de dimensiuni închis
-tolerare la cote libere mS STAS 276-1
-suprafetele ce alcatuiesc piesa sunt tehnologice ele putand fi executate pe masini inelte universale
Analiza dimensiunii piesei
-din examinarea desenului de execuţie al piesei rezultă că forma constructivă asigură prelucrarea în condiţii favorabile. Forma este optimă şi asigură o prelucrare cu un volum minim de muncă şi respectarea condiţiilor de precizie dimensionale şi starea suprafeţei;
-forma constructivă a piesei asigură acesteia o rigiditate corespunzătoare;
-suprafeţele piesei care urmează a fi prelucrate prin aşchiere sunt uşor accesibile şi pot fi prelucrate cu scule obişnuite;
-
Alegerea semifabricatului
Material folosit elte OLC 45 STAS 880-80
2.Alegerea succesiunii operatiilor
NR. crt. Denumirea operatiei Schita de prelucrare Masina unealta
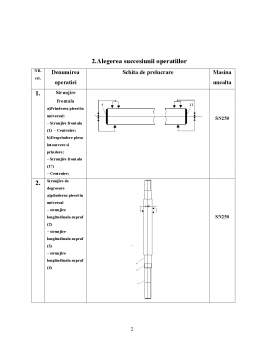
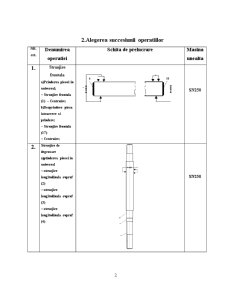
1. Strunjire frontala
a)Prinderea piesei in universal;
– Strunjire frontala (1) – Centruire;
b)Desprindere piesa intoarcere si prindere;
– Strunjire frontala (17)
– Centruire;
SN250
2. Strunjire de degrosare
a)ptinderea piesei in universal
– strunjire longitudinala supraf (2)
– strunjire longitudinala supraf (3)
– strunjire longitudinala supraf (4)
SN250
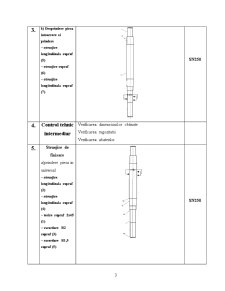
3. b) Desprindere piesa intoarcere si prindere
– strunjire longitudinala supraf (5)
– strunjire supraf (6)
– strunjire longitudinala supraf (7)
SN250
4. Control tehnic intermediar Verificarea dimensiunilor obtinute
Verificarea rugozitatii
Verificarea abaterilor
5. Strunjire de finisare
a)prindere piesa in universal
– strunjire longitudinala supraf (2)
– strunjire longitudinala supraf (4)
– tesire supraf 2x45 (1)
– racordare R2 supraf (3)
– racordare R1,5 supraf (5)
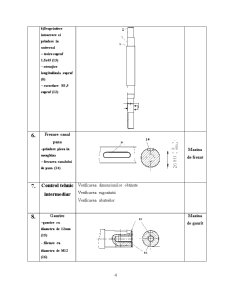
b)Desprindere intoarcere si prindere in universal
– tesire supraf 1.5x45 (13)
– strunjire longitudinala supraf (6)
– racordare R1,5 supraf (12)
SN250
Preview document



































Conținut arhivă zip
- Tehnologia de Executie a Reperului Arbore Port Freza.doc
Alții au mai descărcat și

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

Să se proiecteze procesul tehnologic de prelucrare mecanică a piesei „bolţ furcă” prezentată în desenul de execuţie anexat.Toleranţele la cotele...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...