
Cuprins
- Cap I: Prezentarea temei
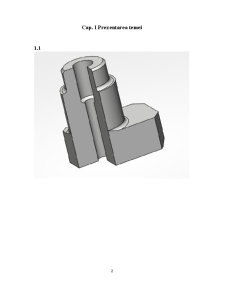
- 1.1 Schita piesei (desenul de executie al piesei);
- 1.2 Descrierea functionalitatii piesei si analiza tehnologica a acesteia;
- Cap II: Stabilirea formei si dimensiunilor semifabricatului:
- 2.1 Stabilirea caracteristicilor materialului piesei;
- 2.2 Analiza procedeelor de semifabricare (laminare, turnare, forjare libera sau in matrita);
- 2.3 Definirea formei si dimensiunilor semifabricatului;
- Cap III: Proiectarea tehnologiei de executie:
- 3.1 Proiectarea operatiilor si fazelor de proiectare;
- 3.1.1 Calculul adaosului de prelucrare;
- 3.1.2 Alegerea masinilor unelte;
- 3.1.3 Calculul regimului de aschiere;
- 3.1.4 Normarea tehnica;
- 3.1.5 Calculul timpului operativ;
- 3.1.6 Planul de operatii;
- 3.1.7 Fisa tehnologica;
Extras din proiect
Cap. I Prezentarea temei
1.2 Descrierea functionalitatii piesei si analiza tehnologica a acesteia
Mecanismele de asezare si strangere cu parghii folosesc parghiile sau bridele, cum se numesc in constructia de dispositive, de constructii foarte diferite, adecvate scopului, foarte des intalnite pentru o serie de avantaje care le prezinta.
Bridele pot fi construite pe principiul parghiilor de gradul I, II, III.
Bridele construite pe principiul parghiilor de gradul II pun piesa de prelucrat intre punctul de actionare a fortei si punctual de sprijin, ceea ce in general este mai incomod in procesul de aschiere.
Pentru aceasta au o folosire mai rara : bridele care lasa accesibil locul de asezare a piesei in dispozitiv, avand elementul de strangere in afara zonei de lucru. Pentru aceasta inlesneste si accesul sculelor aschietoare la piese . Acest lucru se realizeaza prin faptul ca bridele se departeaza de piesa dupa micsorarea efortului de strangere, facand loc pentru scoaterea piesei prelucrate si introducerea unei alte piese.
Mobilitatea piesei se realizeaza fie prin retragere fie prin rotire.
Bridele rotitoare cu piulita exterioara au o utilizare foarte mare datorita spatiului mic pe care il ocupa si pentru eforturile mari pe care il pot exercita la strangerea pieselor:
- Se pot folosi ca locuri de strangere portiuni ale piesei indicate din punct de vedere tehnologic, inaccesibile elementelor de strangere simple.
- Pot schimba directia de stranger daca acest lucru este necesar in constructia dispozitivului.
- Sunt usor de manevrat, lucru important din punct de vedere al efortului depus de muncitor si al timpului de prindere si desprindere.
Cap. II Stabilirea formei si dimensiunilor semifabricatului
2.1 Stabilirea caracteristicilor materialului piesei
Compozitia chimica OLC 45:
Marca C Mn Si P S Cr Ni Cu As
OLC45 0,42…0,50 0,50…0,80 0,17…0,37 Max 0,040 Max 0,040 Max 0,30 Max 0,30 Max 0,30 Max 0,30
Proprietati mecanice in stare normalizata si duritatea HB in stare recoapta:
Marci de otel Diametre [mm] Proprietati mecanice Duritatea
Limita de curgere Rezistenta la tractiune Alungirea As%
Longitudinal Transversal HB maxim in stare recoapta
C45 <16 340 580-770 17 15 207
Proprietati mecanice ale produselor tratate termic:
Marca de otel Limita de curgere Rezistenta la tractiune Alungirea Gatuirea la rupere Rezilienta
DVM min ISO-V min
C45 350 580-770 17
Caracteristicile tehnologice
Dintre carcteristicile tehnologice ale unui material fac parte si forjabilitatea, aschiabilitatea si calibilitatea.
*Forjabilitatea reprezinta capacitatea metalelor de ase deforma si de a lua o forma noua sub actiunea fortelor exterioare fara a se fisura. La oteluri, forjabilitatea este cu atât mai buna cu cat continutul de carbon este mai redus, astfel marca OLC.45 se poate aprecia ca are o forjabilitate buna.
*Aschiabilitatea, este capacitatea materialelor de a putea fi prelucrate prin aschiere cu ajutorul sculelor aschietoare.
Otelurile cu 0,3-0,6 C au aschiabilitate buna; continuturi mai mari de carbon conduc la micsorarea vitezelor de aschiere. Continuturi mai ridicate de S(<0,3%) si de P(<0,2%) in oteluri imbunatatesc mult aschiabilitatea.
Analizând aceste conditii vom observa ca din punct de vedere al continutului de carbon , dar si din cel al continutului de S si P, marca OLC 45 are aschiabilitate buna.
Pentru cresterea aschiabilitatii ese recomandata o recoacere prealabila de inmuiere.
*Calibilitatea este proprietatea materialelor de a se cali. Calibilitatea otelurilor creste odata cu continutul de carbon si de elemente de aliere.
Marca OLC45 prezinta o calibilitate buna, pretandu-se la tratament termic al suprafetei si la operatii de tratament termochimic.
2.2 Analiza procedeelor de semifabricare (laminare, turnare, forjare libera sau in matrita)
Laminarea este procedeul tehnologic de prelucrare prin deformare plastica (la cald sau la rece) caracterizat prin aceea ca materialul este obligat sa treaca fortat printre doi cilindri aflati in miscare de rotatie.
Preview document





























Conținut arhivă zip
- Tehnologia de Fabricatie a Reperului Brida.docx
Alții au mai descărcat și

1. CARACTERIZAREA TRANSMISIEI SURUB-PIULITA Transmisia surub-piulita, alcatuita dintr-un surub si o piulita aflate in miscare relativa in timpul...

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

Realizarea formei si preciziei dimensionale a pieselor prelucrate prin aschiere este posibila numai daca se asigura pieselor la prelucrare o...

1.Desenul de definire al piesei Sa se proiecteze procesul de conceptie al semifabricatului din figura 1. Figura 1 Analiza acestui desen se poate...

ORIENTAREA ŞI FIXAREA PIESELOR ÎN DISPOZITIVELE DE FABRICARE 1. Stabilirea datelor necesare proiectării dispozitivului 1.1. Proprietăţile...

A: Proiectarea tehnologiei de prelucrare 1. ANALIZA PIESEI 1.1. Rolul functional al piesei Piesa “Lamela de legatura” are mai multe roluri: un...

1.MEMORIU TEHNIC Dispozitivul reprezinta un component auxiliar al unui sistem tehnic, constituind o unitate din puctul de vedere functional,...

1. Tema de proiectare Să se proiecteze un dispozitiv cu placă de ghidare ridicabilă pentru prelucrarea unei piese cu următoarele caracteristici:...
Te-ar putea interesa și

Proiectarea unei linii tehnologice monovalente Tema: Proiectarea liniei tehnologice de confectionare, pentru o comanda de Q= 7200 produse,...