Extras din proiect
CAP I TEHNOLOGIA DE EXECUŢIE A REPERULUI
„ROATĂ DINŢATĂ "
1.1.Analiza constructiv funcţională a piesei de executat
Tehnologia de fabricaţie a roţilor dinţate este mult influenţată de construcţia acestora. Roata dinţată de prelucrat are următoarele suprafeţe importante :
-suprafaţa de centrare : alezajul;
-suprafaţa de antrenare în mişcarea de rotaţie : canalul de pană ;
-dantura: cilindrică dreaptă.
Roata dinţată de prelucrat are următoarele etape tehnologice importante : obţinerea semifabricatului, prelucrarea mecanică, tratamentul termic , finisarea şi controlul tehnic al calităţii.
1.1.1. Caracteristici mecanice
Alegerea materialului din care urmează a se executa arborele este sarcina proiectantului şi are la bază solicitările la care este supusă roata dinţată în timpul funcţionării pe de o parte şi aspectele tehnologice şi economice care apar în cursul fabricaţiei, pe de altă parte.
Materialul din care se execută roata dinţata este 20MC13. Conform STAS 880-80
avem:
HB=620/360daN/mm2
= 110-M45daN/mm2
=66daN/mm (rezistenţa la oboseală) =12%
KCU=7daj/cm2
Compoziţia chimică este :
C=0,17÷0,2%
Si=0,17÷0,3%
Mn=0,9÷1,2%
Cr= 0,9÷1,2%
Tratamentul termic care se aplică este o călire cu CIF. Acest tratament se poate efectua mecanizat şi are drept scop sporirea rezistenţei la uzură danturii roţii dinţate.
Acest procedeu are la bază fenomenul de inducţie electro - magnetică şi efectul pelicular : o piesă aflată într-un câmp magnetic va fi parcursă de un curent electric.
Efectul Geaw care apare sub acţiunea curentului indus conduce la încălzirea, peste punctul critic de transformare în stare solidă ,în scurt timp.
Viteza de răcire pentru călire scade dacă se măreşte călibilitate, ceea ce reprezintă un lucru avantajos. Adâncirea stratului călit se influenţează şi prin viteza şi temperatura de încălzire.
Parametri tehnici ai călirii cu CIF sunt:
- frecvenţa curentului: ; pentru roţi dinţate (m= modulul)
în funcţie de valoarea frecvenţei se alege generatorul care poate debita o astfel de frecvenţă. Dacă alegerea nu este bună, adică avem o frecvenţă mai scăzută, atunci se obţine o adâncime de călire mai mare, randamentul scade cu cât suprafaţa de călire creşte. La generatoarele cu o frecvenţă mai mare decât frecvenţa din calcul este necesară o menţinere îndelungată pentru atingerea adâncimii de călire, adică o diminuare a productivităţii operaţiei.
- temperatura de încălzire : încălzirea rapidă determină o temperatură în vederea austenitizării mai mare cu 100÷200° C decât temperatura la călirile obişnuite.
- puterea specifică : determină grosimea stratului călit şi timpul de încălzire, între timpul de încălzire şi puterea adoptată este un raport invers.
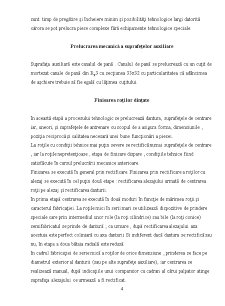
1.1.2. Alegerea semifabricatului
Materialul din care se execută roţile dinţate, dimensiunile acestora şi caracterul fabricaţiei determină procedeul de semifabricare care poate fi: turnare, forjare, rulare.
Turnarea se aplică roţilor din fontă, oţeluri - carbon sau a celor de dimensiuni mari.
Forjarea se aplică îndeosebi roţilor de dimensiuni mijlocii sau a celor care vor fi intens solicitate în exploatare, deoarece în acest mod se pot obţine proprietăţi mecanice superioare.
La dimensiuni mari şi la serii mici se utilizează forjarea liberă ; roţile mai mici, executate în serii mari se forjează în matriţă. Roţile complexe şi de dimensiuni mijlocii, fabricate în serie, pot fi forjate în matriţă, folosind semifabricate turnate.
Se obţin astfel avantajele de calitate ale materialelor forjate în condiţii mai economice, întrucât se evită fazele de preforjare.
Preview document
























































Conținut arhivă zip
- Tehnologia Executie a Reperului Roata Dintata.doc
Alții au mai descărcat și

OL50 face parte din norma STAS 500/ 1,2-80 Compoxiţie chimică: C= maxim 0,3 Mn = maxim 0,85 Si = maxim 0,4 Recomandări de utilizare: elemente...

1. Stabilirea tipului de semifabricat OLC15- laminat la cald Compoziţia chimică a oţelului este:C-0,12-0,18%,Mn-0,35-0,65%,S- max 0,045,P-max....

Introducere Rolul acestui proiect este acela de a elabora concret tehnologia de fabricare a unei roti dintate. Pentru realizarea proiectului se...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

I. Introducere Progresul tehnico-ştiinţific, în industria construcţiei de maşini, influenţează puternic dezvoltarea economiei naţionale a...

1 Analiza constructiv tehnologică a piesei de prelucrat Piesa de prelucrat este - roată dinţată şi face parte din clasa de piese „roţi dinţate”....

Să se proiecteze ştanţa sau matriţa necesară execuţiei piesei din figura 1, producţia anuală fiind ,unde i=6, iar numărul de schimburi 1. fig.1...

1.Analiza functionala constructiva si tehnologica a produsului. Stabilirea principiala a itinerariului tehnologic de prelucrare. Arborii...
Te-ar putea interesa și

INTRODUCERE Stagilul de practică pentru lucrare de licenţă l-am efectuat în cadrul laboratorului de Tehnologia Fabricării Produselor de la...

CAPITOLUL I PROIECTAREA CINEMATICĂ A CUTIEI DE VITEZE 1.1.CONSIDERAŢII GENERALE Cutiile de viteze constituie mecanismele de reglare ale...

CAPITOLUL I MEMORIU JUSTIFICATIV Studiul produsului din punct de vedere funcţional şi al proprietăţilor necesare la utilizare Alegerea...

1.1Analiza rolului functional, a conditiilor tehnice impuse piesei finite si a tehnologicitatii acesteia. 1.1.1Rolul functional si solicitarile...

Tema de proiectare: Să se realizeze proiectarea tehnologică pentru execuţia reperului 24 (roata dintata) , ce se va executa într-un număr de 5...

CAPITOLUL 1 MANAGIMENTUL DISTRIBUTIEI 1.1 LOGISTICA 1.1.1. Stuctura activitatii logistice Producătorii de bunuri materiale şi servicii trebuie...

1. NOTIUNI GENERALE DESPRE PROCESELE DE PRODUCÞIE 1.1. PROCESE DE PRODUCÞIE ªI ELEMENTELE COMPONENTE Baza activitãtii unei întreprinderi o...

1. Tendinţe actuale in domeniul tehnicilor şi tehnologiilor speciale de fabricare şi reparare a autovehiculelor Pentru a satisface exigenţele...