Cuprins
- 1- Analiza funcţional-constructivă a piesei
- 1.1- Rolul funcţional al piesei
- 1.2- Caracteristicile geometrice constructive prescrise piesei
- 1.3- Caracteristicile materialului piesei
- 1.4- Tehnologicitatea construcţiei piesei
- 2- Proiectarea semifabricatului
- 2.1- Stabilirea metodelor şi procedeelor de obţinere semifabricatului
- 2.2- Adoptarea adaosurilor totale de prelucrare
- 2.3- Adoptarea procedeului economic de realizare a semifabricatului
- 2.4- Stabilirea tratamentelor termice primare necesare
- 2.5- Realizarea desenului de execuţie a semifabricatului
- 3- Proiectarea variantelor preliminare de proces tehnologic
- 3.1- Stabilirea metodelor şi procedeelor de prelucrare a suprafeţelor
- semifabricatului
- 3.2- Principii generale de proiectare şi restricţii specifice grupului din care face
- parte piesa
- 3.3- Stabilirea conţinutului şi succesiunii operaţiilor procesului tehnologic (în 2
- variante)
- 4- Proiectarea primei variante de proces tehnologic
- 4.1- Stabilirea adaosurilor de prelucrare şi a dimensiunilor intermediare
- 4.2- Proiectarea operaţiilor procesului tehnologic
Extras din proiect
1.1 Rolul funcţional al piesei
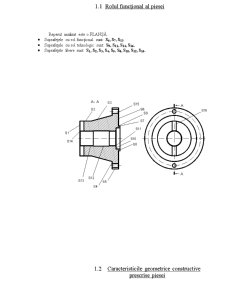
Reperul analizat este o FLANŞĂ.
- Suprafeţele cu rol funcţional sunt: S6, S7, S13.
- Suprafeţele cu rol tehnologic sunt: S9, S11, S14, S16.
- Suprafeţele libere sunt: S1, S2, S3, S4, S5, S8, S10, S12, S15.
1.2 Caracteristicile geometrice constructive
prescrise piesei
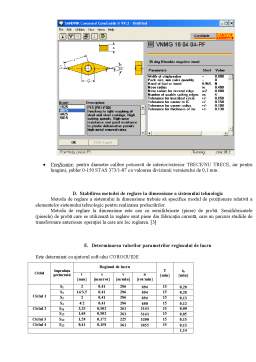
Se analizează precizia dimensională, de formă şi de poziţie, precum şi rugozităţile suprafeţei piesei. Se au în vedere precizările standardelor: STAS 8102-68 pentru suprafeţele exterioare şi STAS 8103-68 pentru cele interioare.
Sk
Forma suprafeţei Dimensiunea caracteristica principala Rugozitatea
Ra [μm] Treapta
(clasa) Toleranţe de formă Toleranta de poziţie Alte caract.
Materialul piesei FLANŞĂ este OLC 45, STAS 880-80.
Oţelurile carbon sunt oţeluri nealiate, obţinute printr-o elaborare îngrijită şi cu un grad de purificare chimică ridicat. La aceste oţeluri se garantează atât şi caracteristicile mecanice. Ele se folosesc în mod obişnuit tratate termic prin cementare sau îmbunătăţire, în construcţii mecanice supuse la solicitări mari.
1.Caracteristici mecanice
2.Caracteristici mecanice
Stare Limita la curgere
σ0 [kgf/mm2] Rezistenta la tracţiune
σr[kgf/mm2] Alungirea la rupere
δs [%] Gâtuirea la rupere
Z[%] Duritatea Brinell[HB]
Stare
laminata Stare
recoapta
Normalizat 36 62 18 35 229 197
Îmbunătăţit 40 66 17 36 - -
3.Tratamente termice si termochimice
Forjare [0C]
Recoacere de
înmuiere Normalizare Revenire
[0C] Răcire [0C] Răcire [0C] Răcire
850-1100
680÷850
cuptor
830÷850
aer
830÷850
apă/ulei
550÷650 aer
Oţelurile carbon de calitate pot fi nu numai îmbunătăţite (călite şi revenite la temperatura de îmbunătăţire), dar şi tratate superficial, prin încălzire rapidă a zonei superficiale a oţelurilor de apă şi ulei. De aceea, aceste oţeluri se folosesc adesea pentru roţi dinţate, suprafeţe de alunecare, bolţuri, etc.
1.4 Tehnologicitatea construcţiei piesei
Tehnologicitatea este însuşirea construcţiei piesei prin care aceasta, fiind eficientă şi sigură în exploatare, se poate executa la volumul de producţie stabilit, cu consumuri de materiale minime, deci şi cu costuri scăzute. Aprecierea tehnologicităţii construcţiei piesei se face cu ajutorul unor indici tehnico-economici absoluţi sau relativi, ca:
Masa piesei
- Volumul cilindrului 1: πR2h= =29849,6 mm3
- Volumul cilindrului 2: πR2h= =60181,2 mm3
- Volumul cilindrului 3: =268802,8
mm3
- Volumul cilindrului: πR2h= =185731 mm3
- Volumul cilindrului: πR2h= =8820,2 mm3
V=553384,6 mm3
- Volumul găurilor: 1: πR2h = =703,3 mm3
2: πR2h= =22631,5 mm3
3: πR2h = =29920,2 mm3
4: πR2h = =22631,5 mm3
5: πR2h =14306 mm3
Vg=90368,9 mm3
V=553384,6-90368,9=463015,7 mm3=463,0157cm3.
Masa piesei este: m= = =3,6115 kg.
Gradul de unificare a elementelor constructive
- Găuri: et=2; etd=0; λ=0
- Filete: et=0; etd=0; λ=0;
- Suprafeţe frezate: et=1; etd=0; λ=0;
- Raze de racordare: et=0; etd=0; λ=0;
- Teşituri: et=3; etd=0; λ=0.
et- nr total al elementelor;
etd- nr elementelor cu dimensiuni diferite.
Concordanţa formei constructive cu posibilităţile de realizare
Din punct de vedere al concordanţei formei constructive a produsului cu particularităţile diferitelor metode şi procedee de fabricare se poate menţiona:
- Profilul exterior şi interior se pot execute uşor prin strunjire;
- Găurile sunt accesibile, deci nu ridică probleme la găurire;
- Găurile filetate prezintă o bună tehnologicitate.
În concluzie, având în vedere cele expuse mai sus, putem concluziona că piesa prezintă o bună tehnologicitate, neridicând probleme deosebite pentru execuţie.
Preview document




















































Conținut arhivă zip
- Tehnologia Fabricarii Produselor.doc
Alții au mai descărcat și

OL50 face parte din norma STAS 500/ 1,2-80 Compoxiţie chimică: C= maxim 0,3 Mn = maxim 0,85 Si = maxim 0,4 Recomandări de utilizare: elemente...

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

1.Calculul ritmului liniei tehnologice a Mărimea ritmului de lucru al liniei tehnologice se determină ca fiind câtul raportului dintre fondul real...

Să se proiecteze procesul tehnologic de prelucrare mecanică a piesei „bolţ furcă” prezentată în desenul de execuţie anexat.Toleranţele la cotele...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

Capitolul 1. Analiza documentaţiei de execuţie. 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. Reperul face parte din...

TEMA PROIECTULUI Sa se proiecteze procesul tehnologic de prelucrare a piesei « ROATA DE LANT CONDUSA » prezentata in desenul de executie BM...

1. CAIETUL DE SARCINI DE PRODUCŢIE 1.1 Programul de fabricaţie : - volumul producţiei : 1500 piese ; - termenul de lansare în fabricaţie : 1...
Te-ar putea interesa și

Tema proiectului Sa se proiecteze procesul tehnologic de obtinere a dulcetei de cirese cu o capacitate de 5 t/zi fructe. Dulceata reprezinta...

Se proiecteaza procesul tehnologic de fabricare a piesei “Bucşă coloană”, desen de executie nr. 1, cunoscand urmatoarele date initiale: -tipul...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de execuție al piesei 1.1.1. Rolul funcțional al piesei Piesa face parte din ansamblul...

I. ARGUMENT Cornurile cu ciocolată sunt produse de panificaţie care fac parte din grupa produselor simple de franzelărie. Din această grupă mai...

CAPITOLUL I. MATERII PRIME ȘI AUXILIARE Produse lactate acide cuprind diferite sortiment de iaurd,laptele batut,laptele acidofil si chefirul...

Cap.I : GENERALITĂŢI Legumele se caracterizează printr-o producţie sezonieră şi o perisabilitate ridicată din care cauză este necesară...

I. ARGUMENT Cornurile cu gem sunt produse de panificaţie care fac parte din grupa produselor simple de franzelărie. Din această grupă mai fac...

Cap.I : GENERALITĂŢI Compoturile de fructe sunt fructe sau părţi de fructe conservate într-un sirop de zahăr prin tratare termică. Rolul...