Cuprins
- Capitolul 1. Analiza documentaţiei de execuţie. 3
- 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. 3
- 1.2. Codificarea (notarea) suprafeţelor componente ale piesei. 3
- 1.3. Condiţii tehnice impuse piesei. 4
- 1.4. Materialul piesei. Caracteristici. 4
- 1.5. Tehnologicitatea piesei. 6
- Capitolul 2. Estimarea semifabricatului optim pentru piesă. 7
- 2.1. Metode şi procedee de obţinere a semifabricatului. 7
- 2.2. Adoptarea metodei şi procedeului economic de obţinere a semifabricatului. 9
- 2.3. Elemente tehnologice de bază ale procedeului optim ales. 10
- 2.4. Adoptarea din normative a adaosurilor totale de prelucrare şi întocmirea schiţei semifabricatului optim pentru piesă. 11
- Capitolul 3. Stabilirea itinerariului tehnologic de execuţie a piesei. 14
- 3.1. Metode şi procedee de generare a suprafeţelor componente ale piesei. 14
- 3.2. Stabilirea itinerariului tehnologic de execuţie a piesei. 15
- Capitolul 4. Stabilirea adaosurilor de prelucrare şi a dimensiunilor intermediare. 18
- 4.1. Metoda analitică. 18
- 4.2. Metoda experimental statistică. 21
- Capitolul 5. Determinarea dimensiunilor semifabricatului. 22
- Capitolul 6. Stabilirea regimurilor de prelucrare. 23
- 6.1. Metoda analitică. 23
- 6.2. După normative. 40
- Capitolul 7. Stabilirea normelor de timp. 65
- Capitolul 8. Stabilirea maşinilor-unelte necesare şi a încărcării lor. 69
- Capitolul 9. Estimarea variantei optime a procesului proiectat. 72
- Bibliografie. 73
Extras din proiect
Capitolul 1. Analiza documentaţiei de execuţie.
1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte.
Reperul face parte din clasa de piese bucşe. Ea are rolul de a susţine alte organe de maşini(rulmentii), nu transmite mişcare, se montează pe carcase pe care se prinde cu patru şuruburi cu cap hexagonal.
1.2. Codificarea (notarea) suprafeţelor componente ale piesei.
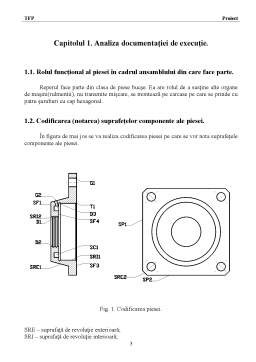
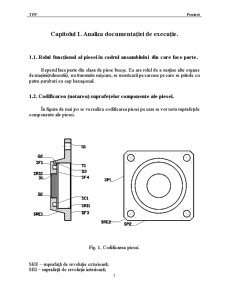
În figura de mai jos se va realiza codificarea piesei pe care se vor nota suprafeţele componente ale piesei.
Fig. 1. Codificarea piesei.
SRE – suprafaţă de revoluţie exterioară;
SRI – suprafaţă de revoluţie interioară;
T – teşituri;
D – degajări;
G – găuri;
SF – suprafeţe frontale;
SP – suprafeţe plane.
1.3. Condiţii tehnice impuse piesei.
Cod Formă Dimensiunea principală Treaptă de precizie Ra [ ]
Toleranţa de formă Toleranţa de poziţie Alte caracteristici
SRE1 conica
1.4. Materialul piesei. Caracteristici.
Materialul piesei este un oţel carbon, de tipul OL50 STAS 880-88.
1.4.1. Caracteristici mecanice.
Proprietăţi mecanice
Rp02 [N/mm2] Rm[N/mm2] A5[%] KCU[J/cm2]
280 490-610 21 -
1.4.2. Caracteristici chimice.
Compoziţie chimică
C[%] Mn[%] Si[%] S[%] P[%]
0,3 0,85 <0,4 <0,055 <0,055
1.4.3. Caracteristici tehnologice.
Parametrii tratamentului termic
Recoacere Normalizare Călire
T,0C Mediu T,0C Mediu T,0C Mediu
680-700 cuptor 840-870 aer 830-860 ulei
Materialul piesei este un oţel cu destinaţie generală pentru organe de maşini, medii solicitate mecanic, tratate termic sau termochimic. Materialul piesei este un oţel îmbunătăţit. Oţelurile pentru îmbunătăţire sunt greu sudabile prin topire, au aşchiabilitate bună în stare normalizată.
Călibilitatea oţelurilor carbon de îmbunătăţire este redusă, sub
Oţelurile carbon în stare trasă la rece prezintă caracteristici de rezistenţă superioară datorită fenomenului de ecruisare.
Caracteristicile mecanice ale oţelurilor carbon de îmbunătăţire sunt fixate de tratamentul de revenire.
1.4.4. Masa piesei.
Masa piesei se calculează cu relaţia:
1.5. Tehnologicitatea piesei.
Reperul face parte din clasa de piese bucşe deoarece lungimea totală a piesei este mai mică decât de trei ori diametrul maxim.
Tehnologicitatea piesei este determinată de mai mulţi factori dintre care:
– prelucrabilitatea materialului piesei;
– forma piesei;
– precizia şi calitatea suprafeţelor piesei.
1.5.1 Prelucrabilitatea materialului piesei.
Prelucrabilitatea oţelului este influenţată de mai mulţi factori, dar în primul rând de compoziţia chimică a acestuia. Oţelul din care este realizată piesa are o prelucrabilitate prin aşchiere bună, dar poate fi îmbunătăţită prin tratamente termice.
Influenţa fiecărui element chimic din compoziţie este următoarea:
– manganul în proporţie de 0,8 în combinaţie cu sulful conduce la încălzire care facilitează fenomenul de facilitare a aşchiilor;
Preview document


































































Conținut arhivă zip
- Tehnologia Fabricarii Produselor.doc
Alții au mai descărcat și

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

Cap.1. Proiectarea tehnologiei de fabricare a elementelor mecanismului de distribuţie ce echipează autoturismul Dacia Logan 1.4 MPI 1.1. Analiza...

PROIECTAREA PROCESULUI TEHNOLOGIC PENTRU O PIESA TIP BUCSA 1.Calculul ritmului liniei tehnologice Conditia de baza care trebuie indeplinita la...

1.Calculul ritmului liniei tehnologice a Mărimea ritmului de lucru al liniei tehnologice se determină ca fiind câtul raportului dintre fondul real...

Să se proiecteze procesul tehnologic de prelucrare mecanică a piesei „bolţ furcă” prezentată în desenul de execuţie anexat.Toleranţele la cotele...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

I. Introducere Progresul tehnico-ştiinţific, în industria construcţiei de maşini, influenţează puternic dezvoltarea economiei naţionale a...

1 Analiza constructiv tehnologică a piesei de prelucrat Piesa de prelucrat este - roată dinţată şi face parte din clasa de piese „roţi dinţate”....
Te-ar putea interesa și

Tema proiectului Sa se proiecteze procesul tehnologic de obtinere a dulcetei de cirese cu o capacitate de 5 t/zi fructe. Dulceata reprezinta...

Se proiecteaza procesul tehnologic de fabricare a piesei “Bucşă coloană”, desen de executie nr. 1, cunoscand urmatoarele date initiale: -tipul...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de execuție al piesei 1.1.1. Rolul funcțional al piesei Piesa face parte din ansamblul...

I. ARGUMENT Cornurile cu ciocolată sunt produse de panificaţie care fac parte din grupa produselor simple de franzelărie. Din această grupă mai...

CAPITOLUL I. MATERII PRIME ȘI AUXILIARE Produse lactate acide cuprind diferite sortiment de iaurd,laptele batut,laptele acidofil si chefirul...

Cap.I : GENERALITĂŢI Legumele se caracterizează printr-o producţie sezonieră şi o perisabilitate ridicată din care cauză este necesară...

1.1 Rolul funcţional al piesei Reperul analizat este o FLANŞĂ. - Suprafeţele cu rol funcţional sunt: S6, S7, S13. - Suprafeţele cu rol...

I. ARGUMENT Cornurile cu gem sunt produse de panificaţie care fac parte din grupa produselor simple de franzelărie. Din această grupă mai fac...