
Cuprins
- Cap. 1. Analiza constructiv-functionala si tehnologica a piesei
- Cap. 2. Alegerea schemei de prelucrare
- Cap. 3. Alegerea materialului sculei si tratamentul termic
- Cap. 4. Stabilirea parametrilor geometrici functionali optimi ai sculei
- Cap. 5. Stabilirea prin calcul a regimului de aschiere si calculul consumului specific de scule
- Cap. 6. Calculul constructiv al sculei: lungimea, diametrul, numarul de dinti si dimensiunile canalelor de evacuare a aschiilor etc
- Cap. 7. Stabilirea tipului de pozitionare
- Cap. 8. Calculul profilului partii active a sculei
- Cap. 9. Conditii tehnice generale de calitate
- Cap. 10. Principalele operatii tehnologice
- Cap. 11. Norme de protectia muncii la executia si ascutirea sculelor proiectate
Extras din proiect
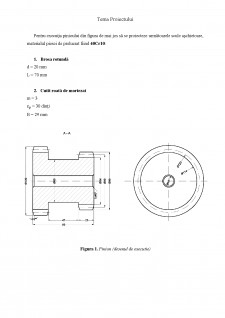
Din punct de vedere funcţional, piesa din figura este un pinion ce face parte dintr-o cutie de viteze a unei maşini unelte. Aceasta foloseşte la transmiterea mişcării de la arborele pe care se fixează la arborele următor, prin intermediul unei roţi dinţate fixate pe această din urmă sau la preluarea în acelaşi mod a mişcării unui alt arbore.
Piesa poate funcţiona într-un angrenaj unde forţele de angrenare pot fi apreciabile având în vedere valoarea modulului m = 3 şi calitate materialului, 40CR10. Raportul de transmitere al mişcării va depinde de numărul de dinţi z_p=30 ai piesei, precum şi de numărul de dinţi ai roţii cu care angrenează. Deplasarea pinionului pe arbore, poate avea drept scop scoaterea sau introducerea acesteia în angrenare.
Stabilirea si analiza procedeelor tehnologice posibile de realizare a piesei
Pentru a putea alege procedeele tehnologice acceptabile de realizare a semifabricatului este necesară o analiză a procedeelor tehnologice posibile, avându-se în vedere clasa din care face parte piesa, tehnologitatea construcţiei, dimensiunile de gabarit şi tipul producţiei. Stabilirea procesului tehnologic depinde de procedeul de elaborare şi alegere a semifabricatului. În funcţie de acesta se stabilesc apoi felul şi numărul operaţiilor şi fazelor, succesiunea lor şi maşinile pe care se va realiza piesa finită. Pentru a stabili procedeele tehnologice de obţinere a piesei, se va face o analiză a tehnologitatii pieselor turnate, forjate şi matriţate.
Piesa repectă recomandările privind tehnologitatea pieselor - semifabricat turnate cum ar fi: alegerea planului de separate al formei turnate chiar planul de simetrie, dimensiunea maximă a arborelui (lungimea totală a piesei L = 93 mm) se va aşeza în plan orizontal, uniformitatea racordărilor constructive (〖 R〗_2=1 mm), adaosurile tehnologice şi de prelucrare mici. În comparaţie cu metoda de obţinere a semifabricatului prin forjare sau matriţare, turnarea prezintă unele avantaje că: obţinerea unei forme raţionale din punct de vedere al solicitărilor, cu un număr mic de operaţii, un utilaj mai simplu şi mai ieftin, durata de realizare a semifabricatului fiind scurtată. În concluzie, s-a ales că procedeu tehnologic acceptabil de realizare a piesei - semifabricat pentru piesa “Pinion”, este turnarea.
Caracteristici de material
Pentru funcţionarea pinionului se va utiliza materialul 40Cr10. Acesta este, conform STAS 791 - 88, un oţel aliat superior, având următoarea compoziţie chimică:
Tabelul 1. Compozitia chimică [1]
Marca Compoziţia chimică [%]
C Mn S P Cr
40Cr10 0,36 0,44 0,50 0,80 0,020 0,035 max. 0,025 0,80 1,10
Marca
oţelului Caracteristici mecanice
Gatuirea la rupere
Z [%]
min. Rezistenţa
J 〖[cm〗^2]
min. Energia de rupere
J min. Duritatea Brinell
HB [daN/mm^2]
max.
40Cr10 43 38 36 217
Tabelul 2. Caracteristici mecanice [1]
Tabelul 3. Caracteristici mecanice [1]
Marca
Diametrul probei de tratament termic de referinta
[mm] Felul tratamentului termic Caracteristici mecanice
Limita de curgere
Rp_02[N/mm^2] Rezistenta
la rupere
Rm [N/mm^2] Alungirea
la rupere
〖 A〗_5 [%]
40Cr10 25 CR 750 min. 980 10
Tratamentul termic aplicat materialului 40Cr10 este, conform tabelului 4, urmatorul:
Tabelul 4. Tratamentul termic [1]
Marca
Calire I Calire II Revenire Temperatura de austenitizare
[℃]
Temp.
[℃] Mediul
de racire Temp.
[℃] Mediul
de racire Temp.
[℃] Mediul de racire
40Cr10 845 875 u 945 975 u 450 550 a, u 850
Capitolul 2.
Alegerea schemei de prelucrare
BROSA ROTUNDA
Broşarea este o operaţie de prelucrare prin aşchiere a unor suprafeţe interioare şi exterioare cu o sculă de mare productivitate numită broşă. Procesul de aşchiere constă în detaşarea aşchiilor datorită deplasării sculei (mişcare principală), de obicei rectilinie, rolul avansului fiind preluat de supraînălţarea dinţilor pe înălţime său pe lăţime.
Se va executa broşarea după profil conform figurii 2.
Figura 2. Schema de prelucrare prin brosare
Supraînălţarea pe dinte are direcţia normală pe linia de profil a suprafeţei de prelucrat. Dinţii broşei au profilul asemănător cu al piesei şi lăţimea aşchiei este relativ mare. De aceea, supraînălţarea pe dinte, ce corespunde grosimii aşchiei este relativ mică (figura 3).
Bibliografie
1. Belous, V., Sinteza sculelor aşchietoare, Ed. Junimea, Iaşi, 1981;
2. Neagu, C., s.a., Tehnologia construcţiei de maşini, vol. I, Baze teoretice, Ed. MatrixRom, Bucureşti, 2002;
3. Neagu, C., s.a., Tehnologia construcţiei de maşini, vol. II, Tehnologii de prelucrare, 2002;
4. Popescu, I., s.a., Scule aşchietoare. Dispozitive de prindere a sculelor aşchietoare, vol. II, Ed. MatrixRom, Bucureşti, 2012;
5. Popescu, I., s.a., Scule aşchietoare. Dispozitive de prindere a sculelor aşchietoare, vol. I, Ed. MatrixRom, Bucureşti, 2004;
6. Secară, Gh., Proiectarea sculelor aşchietoare, Ed. Didactică şi Pedagogică, Bucureşti, 1979;
7. Ţâru, E., Aşchiere şi scule aşchietoare, Îndrumar de proiectare, Universitatea din Galaţi, 1979;
8. Ţâru, E., Căpăţână, N., Proiect scule aşchietoare. Îndrumar, Universitatea din Galaţi, 1982;
9. Cozmanca, M., Scule aşchietoare. Îndrumar de proiectare, Institutul Politehnic Iaşi;
10. Lăzărescu, I., Teoria şi practica sculelor aşchietoare, vol. I, II, III, Ed. Universitatea din Sibiu, 1994;
11. Standard de Stat, Oteluri aliate pentru tratament termic, destinate construcţiei de maşini, Marci şi condiţii tehnice de calitate, STAS 791-88.
12. Căpăţână, N., Scule aşchietoare, Universitatea din Galaţi, 2008.
Preview document









































Conținut arhivă zip
- Tehnologia fabricarii produselor - Inel exterior.docx
Alții au mai descărcat și

La momentul dat avem de proiectat o sculă de tip freza disc modul pentru frezarea roţilor dinţate, ea are o construcţie destul de complicată,...

Se proiecteaza procesul tehnologic de fabricare a piesei “Bucşă coloană”, desen de executie nr. 1, cunoscand urmatoarele date initiale: -tipul...

Index de termeni si abrevieri 1. CNC - computer numerical control, mașini-unelte cu comandă numerică; 2. STAS -acronim pentru standard de stat a...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...