Extras din proiect
Să se proiecteze procesul tehnologic de prelucrare prin aşchiere a reperului din figura pentru o producţie de serie mica,5000 buc/an.
1. Analiza desenului de execuţie
1.1. Cotarea tehnologică
- desenul cuprinde toate datele necesare executării acestui reper;
- Dessenul ofera informatii despre fiecare suprafata a piesei, despre pozitiile reciproce ale acestor suprafete si despre precizia de executie a acestora
- aceste date privesc constituţia reperului, forma, dimensiunile, toleranţele, gradul de finisare, materialul şi alţi parametri necesari execuţiei sau verificării produsului;
- numărul de cote este minim şi totodată suficient pentru execuţia şi verificarea produsului;
- s-a evitat plasarea cotelor în aşa fel încât să se formeze un lanţ de dimensiuni închis
- tolerare la cote libere mS STAS 276-1
- suprafetele ce alcatuiesc piesa sunt tehnologice ele putand fi executate pe masini inelte universale
1.2. Analiza dimensiunii piesei
- din examinarea desenului de execuţie al piesei rezultă că forma constructivă asigură prelucrarea în condiţii favorabile. Forma este optimă şi asigură o prelucrare cu un volum minim de muncă şi respectarea condiţiilor de precizie dimensionale şi starea suprafeţei;
- forma constructivă a piesei asigură acesteia o rigiditate corespunzătoare;
- suprafeţele piesei care urmează a fi prelucrate prin aşchiere sunt uşor accesibile şi pot fi prelucrate cu scule obişnuite;
ANALIZA MATERIALULUI PIESEI
Piesa se executa din otel laminat :
- marca OLC45 STAS 880-88
GOST 10 1050-60
Caracteristici tehnice :
- rezistenta la rupere : Rm=620760N/mm2
- limita de curgere : Rp0.2=370 N/mm2
- alungirea la rupere : A5=17%
- duritate : HB=137220
Tratamente termice :calire +doua reveniri inalte.
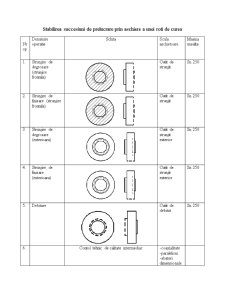
Stabilirea succesiuni de prelucrare prin aschiere a unei roti de curea
Nr op Denumire operatie Schita Scula aschietoare Masina unealta
1. Strunjire de degrosare (strunjire frontala)
Cutit de strunjit Sn 250
2. Strunjire de finisare (strunjire frontala)
Cutit de strunjit Sn 250
3. Strunjire de degrosare (exterioara)
Cutit de strunjit exterior Sn 250
4. Strunjire de finisare (exterioara)
Cutit de strunjit exterior Sn 250
5. Debitare
Cutit de debitat Sn 250
6. Contol tehnic de calitate intermediar
-coaxialitate
-paralelism
-abateri dimensionale
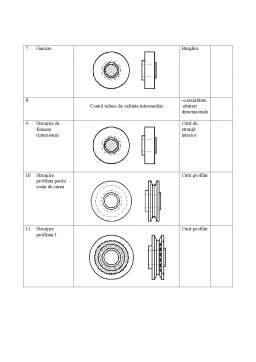
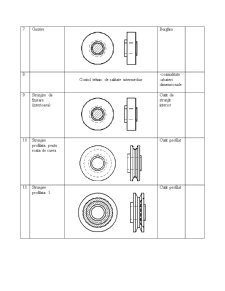
7. Gaurire
Burghiu
8.
Contol tehnic de calitate intermediar
-coaxialitate
-abateri dimensionale
9. Strunjire de finisare (interioara)
Cutit de strunjit interior
10 Strunjire profilata pentu roata de curea
Cutit profilat
11. Strunjire profilata 1
Cutit profilat
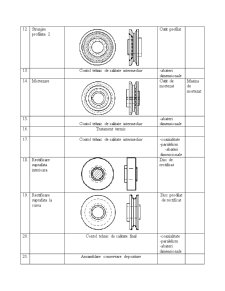
12. Strunjire profilata 2
Cutit profilat
13. Contol tehnic de calitate intermediar
-abateri dimensionale
14. Mortezare
Cutit de mortezat Masina de mortezat
15.
Contol tehnic de calitate intermediar -abateri dimensionale
16. Tratament termic
17. Contol tehnic de calitate intermediar
-coaxialitate
-paralelism
-abateri dimensionale
18. Rectificare suprafata interioara
Disc de rectificat
19. Rectificare suprafata la curea
Disc prodilat de rectificat
20.
Contol tehnic de calitate final
-coaxialitate
-paralelism
-abateri dimensionale
21. Ansamblare conservare depozitare
2 Calculul adaosurilor de prelucrare şi a dimensiunilor intermediare
1.a. pentru operatia de strunjire de finisare la suprafata frontala
Preview document




































Conținut arhivă zip
- Tehnologia Prelucrarii prin Aschiere.doc
Alții au mai descărcat și

Introducere Rolul acestui proiect este acela de a elabora concret tehnologia de fabricare a unei roti dintate. Pentru realizarea proiectului se...

Tema de proiect: Sa se proiecteze un motor cu ardere interna avand urmatoarele caracteristici constructive si functionale: Tipul motorului M.A.C....

Sa se proiecteze un sistem de productie pentru executia unei familii de arbori formata din3 repere pentru o sarcina de productie avand structura...

Arborele I Predimensionarea arborelui I Date initiale: Lungimea tronsoanelor arborelui se calculeaza cu diametrul preliminar dpI. Arborele se...

CAP1.1 Marimi calculate TEMA DE PROIECT Tipul motorului MAS Raport cursa-alezaj psi=S/D 1,082 Cilindri 4V90 Alezaj D= 9,07 cm Nr de...



Cercetările experimentale au ca obiectiv general efectuarea unor măsurări, necesare pentru stabilirea valorii sau intensităţii mărimilor fizice...
Te-ar putea interesa și

CAPITOLUL I 1. Principii generale de proiectare a proceselor tehnologice de prelucrare mecanica. 1.1 Principii tehnico-economice la proiectarea...

INTRODUCERE Obiectivul activităţii de proiectare a procesului tehnologic de prelucrare mecanică al reperului RACORD SPECIAL ,desen AR ID 06.11 ,...

INTRODUCERE Obiectivul activităţii de proiectare a procesului tehnologic de prelucrare mecanică al reperului FLANSA ,desen AL05.11 , îl constituie...

PROIECTAREA PROCESULUI TEHNOLOGIC PENTRU O PIESA TIP BUCSA 1.Calculul ritmului liniei tehnologice Conditia de baza care trebuie indeplinita la...

1. Analiza funcţională – constructivă a piesei 1.1 Rolul funcţional al piesei Prin tema de proiect s-a cerut proiectarea procesului tehnologic al...

Sa se proiecteze procesul tehnologic de fabricatie (pentru o productie de 10000 bucati pe an ) si reconditionare (pentru o productie de 1000 de...

1.Analiza critică a desenului de execuţie. Desenul de execuţie constituie practic cel mai important document pentru elaborarea procesului...

1. Analiza condiţiilor tehnice şi de funcţionare ale reperului pentru care se va proiecta procesul tehnologic. Pistonul îndeplineşte următoarele...